
Produkty










Nity półrurowe stalowe
Nity półrurowe stalowe produkowane w fabryce Nuote Metals w Chinach oferują ekonomiczne rozwiązanie w zakresie mocowania do zastosowań w ogólnej produkcji i budownictwie. Nity te wykonane są z wysokowytrzymałej stali węglowej i zapewniają doskonałą odporność na ścinanie w przypadku zespołów o dużej wytrzymałości, takich jak rusztowania, sprzęt rolniczy i meble stalowe. Konstrukcja półrurowa płynnie rozszerza się pod ciśnieniem, zmniejszając siłę montażową przy jednoczesnym zachowaniu dobrego chwytu. Dostępne w niestandardowych średnicach, długościach i wykończeniach — ocynkowane, gładkie lub oksydowane na czarno. W przeciwieństwie do stali nierdzewnej, nasze nity stalowe zapewniają porównywalną wytrzymałość w niższej cenie, co jest idealne w przypadku zamówień o dużej objętości. Rozwiązuj ograniczenia budżetowe bez utraty niezawodności. Zaufaj naszej fabryce, jeśli chodzi o precyzję, spójność i terminowość dostaw niestandardowych stalowych nitów półrurowych.
Wyślij zapytanie
Opis produktu
Kiedy Twoja linia montażowa potrzebuje szybkości, ale złącze nadal musi wytrzymać,stalowy nit półrurowyoferuje wyraźną przewagę. W przeciwieństwie do solidnego nitu, który wymaga dużej siły i ciężkiego sprzętu, konstrukcja półrurowa – częściowo pusta na końcu – zmniejsza siłę osadzania o około 70%, zachowując większość wytrzymałości na ścinanie. Rezultatem jest łącznik, który można szybko zamontować, współpracuje z lżejszymi narzędziami, a mimo to zapewnia trwałe i niezawodne połączenie.
Nity półrurowe Nuote Metals z łbem zimnym, wykonane ze stali niskowęglowej (1008, Q195) z opcjonalnym wykończeniem cynkowym lub czarnym tlenkiem. W tym przewodniku opisano nasze specyfikacje techniczne, proces tłoczenia na zimno, przepływ pracy w ramach kontroli jakości oraz jeden prawdziwy przykład z branży sprzętu komputerowego.

Inny materiał nitów, które wykonujemy
Wykonujemy różne materiały nitów, takie jak nity mosiężne, nity stalowe, nity ze stali nierdzewnej, nity aluminiowe i nity miedziane.
1. Nity mosiężne, w tym nity mosiężne pełne, nity półrurowe mosiężne, nity rurkowe mosiężne.



Trzask  aby zobaczyć więcej na temat naszych nitów mosiężnych.
aby zobaczyć więcej na temat naszych nitów mosiężnych.
2. Nity ze stali nierdzewnej, w tym nity pełne ze stali nierdzewnej, nity półrurowe ze stali nierdzewnej, nity rurkowe ze stali nierdzewnej.


Chcesz dowiedzieć się więcej o naszych nitach ze stali nierdzewnej? po prostu kliknij 
3. Nity aluminiowe, w tym nity pełne aluminiowe, nity półrurowe aluminiowe, nity rurowe aluminiowe.



Jeśli chcesz dowiedzieć się więcej o naszych nitach aluminiowych, kliknij 
4. Nity miedziane, w tym nity miedziane pełne, nity półrurowe miedziane, nity rurkowe miedziane.



Trzask  aby uzyskać więcej informacji na temat naszych nitów miedzianych.
aby uzyskać więcej informacji na temat naszych nitów miedzianych.
5. Nity stalowe, w tym nity stalowe pełne, nity stalowe półrurkowe, nity rurkowe stalowe.



Jeśli chcesz uzyskać więcej informacji na temat naszych nitów stalowych, kliknij 
Co wyróżnia nit półrurowy?
Cechą charakterystyczną nitu półrurowego jest płytkie wgłębienie na końcu – zwykle 45–55% długości lufy. Podczas instalacji tylko cienka ścianka tej pustej sekcji wysuwa się na zewnątrz, tworząc klincz. Różni się to zasadniczo od nitu litego, w którym cały trzon musi się odkształcić.
| Funkcja | Nit półrurowy | Solidny nit |
|---|---|---|
| Projekt ogona | Częściowo pusta (głębokość wnęki 45–55% długości) | Całość w całości solidna |
| Siła ustawienia | Około 25–30% siły pełnego nitu | Wysoka (wymaga dużej prasy lub drążka dociskowego) |
| Szybkość instalacji | Szybki, odpowiedni do montażu automatycznego | Wolniejsze, wymaga większej siły i czasu |
| Wytrzymałość na ścinanie | 80–90% nitu pełnego | 100% (odniesienie) |
| Najlepsze dla | Produkcja wielkoseryjna, cienkie materiały, przeguby obrotowe | Ekstremalne obciążenia konstrukcyjne, zastosowania o dużych obciążeniach |
W większości zastosowań przemysłowych, meblarskich, motoryzacyjnych i sprzętu komputerowego nit półrurowy zapewnia więcej niż wystarczającą wytrzymałość, zachowując jednocześnie wydajność produkcji.
Dane techniczne – standardowe rozmiary i materiały
Produkujemynity półrurowe stalowew wielu stylach główek i szerokiej gamie wymiarów. Poniżej znajdują się najczęściej oferowane rozmiary.
Stopnie materiałów
| Tworzywo | Oceny | Rozciąganie (MPa) | Twardość (HRB) | Typowe wykończenie |
|---|---|---|---|---|
| Stal niskowęglowa | 1008, Q195, SPCC | 400 – 500 | 70 – 85 | Ocynk (przezroczysty/niebieski/żółty), oksydowany na czarno, fosforanowany |
| Stal średniowęglowa | 1045 | 570 – 700 | 85 – 95 | Ocynkowane, oksydowane na czarno |
Wymiary standardowe (łeb okrągły, stal)
| Średnica trzpienia (mm) | Średnica łba (mm) | Wysokość główki (mm) | Długości lufy (mm) | Głębokość jamy | Zakres chwytu (mm) |
|---|---|---|---|---|---|
| 3.0 | 5,0 – 5,5 | 2,0 – 2,2 | 4, 5, 6, 8 | 45–55% długości | 1,5 – 3,5 |
| 4.0 | 6,5 – 7,2 | 2,6 – 2,9 | 5, 6, 8, 10, 12 | 45–55% długości | 2,0 – 5,0 |
| 5.0 | 8,0 – 9,0 | 3.2 – 3.6 | 6, 8, 10, 12, 15 | 45–55% długości | 2,5 – 6,5 |
| 6.0 | 9,5 – 10,8 | 3,8 – 4,3 | 8, 10, 12, 15, 20 | 45–55% długości | 3,0 – 8,0 |
| 8.0 | 12,5 – 14,5 | 5,0 – 5,8 | 10, 12, 15, 20, 25 | 45–55% długości | 4,0 – 10,0 |
Tolerancje: Trzpień ±0,05 mm, średnica łba ±0,15 mm, długość ±0,15 mm.
Dostępne style główki
| Styl głowy | Średnica główki / trzonek | Profil | Najlepsze dla |
|---|---|---|---|
| Okrągły | 1,6 – 1,8: 1 | Wysoka kopuła | Metal-metal, silne ścinanie, widoczne połączenia |
| Płaski | 2,0 – 2,5: 1 | Niski, płaski top | Powierzchnie ślizgowe o ograniczonym prześwicie |
| Uniwersalny | 2,0 – 2,2: 1 | Kopuła średnia, zaokrąglona | Materiały mieszane, ogólnego przeznaczenia |
| Owalny | 1,8 – 2,0: 1 | Gładka, lekko podwyższona | Dekoracyjne, meblowe, skórzane |
Dane mechaniczne (stal 5 mm, osadzona w blasze stalowej o grubości 2 mm)
| Nieruchomość | Wartość |
|---|---|
| Pojedyncza wytrzymałość na ścinanie | 11 000 – 13 000 N |
| Zalecany rozmiar otworu | Trzpień + 0,15 – 0,20 mm |
| Siła ustawienia | 1,2 – 2,0 tony |
Jak wykonujemy nity półrurowe stalowe z łbem zimnym
Kucie na zimno to proces formowania metalu w temperaturze pokojowej przy użyciu pras szybkobieżnych i precyzyjnych matryc. W przypadku nitów półrurowych stalowych stosujemy wielostanowiskową głowicę zimną, która wykonuje kilka operacji w jednej, ciągłej sekwencji.
- Ciągnienie drutu– Przychodzący drut stalowy jest naciągany dokładnie na średnicę trzpienia.
- Odcięcie– Drut jest przycinany na dokładną długość półfabrykatu dla każdego nitu.
- Pierwszy cios (kwadrat)– Półfabrykat jest wyśrodkowany i ustawiony pod kątem prostym w matrycy.
- Drugi cios (nagłówek)– Głowicę formuje matryca węglikowa (okrągła, płaska, uniwersalna lub owalna).
- Trzeci cios (wytłaczanie wnęki)– Stempel tworzy półpustą wnękę na ogonie (45–55% długości lufy).
- Lamówka– Wszelkie wybłyski wokół krawędzi głowicy są usunięte.
- Koziołkujący– Mikrozadziory są usuwane i powierzchnia jest przygotowywana do galwanizacji.
- Platerowanie lub powlekanie– Cynkowanie lub oksydowanie na czarno stosuje się zgodnie ze specyfikacją.
Kucie na zimno utwardza stal, zwiększając twardość powierzchni o 15–20% bez dodatkowej obróbki cieplnej. Nasze matryce węglikowe są polerowane do Ra 0,1 µm, aby zapewnić gładkie formowanie główki i stałą głębokość wnęki.
Więcej szczegółów można znaleźć w poniższym filmie
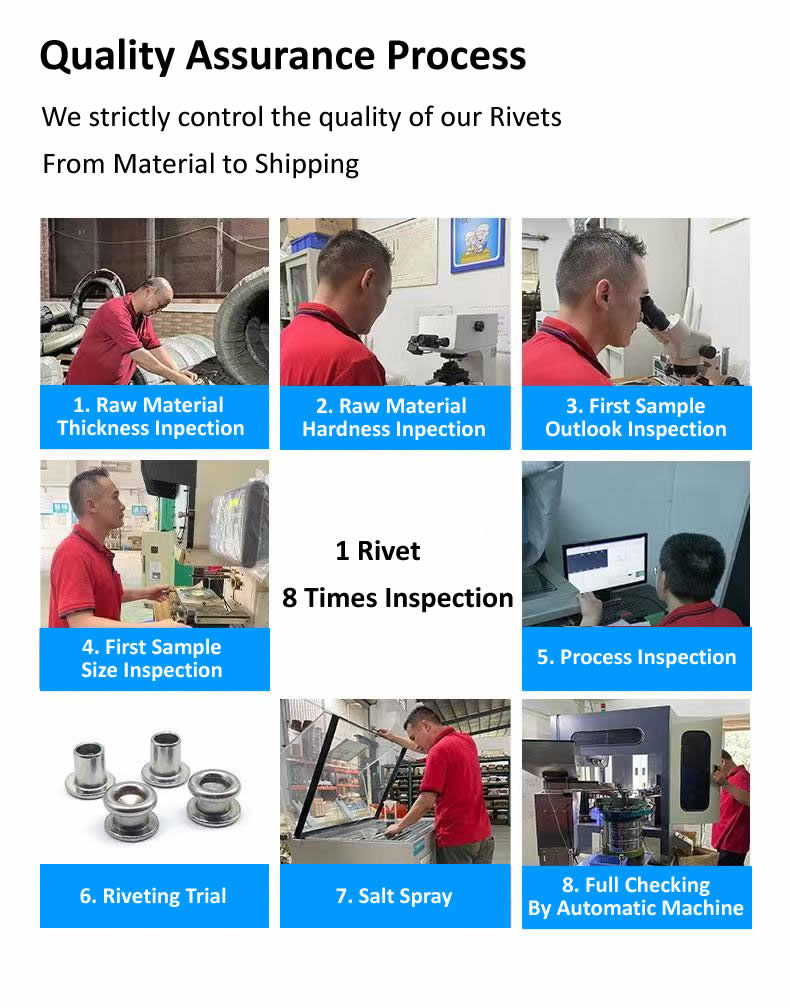
Nasz proces kontroli jakości – od surowca po linię produkcyjną
Nie opieramy się wyłącznie na losowym pobieraniu próbek. Każda partia stalowych nitów półrurowych podlega warstwowemu systemowi kontroli, który wychwytuje problemy, zanim staną się problemami.
Nadchodzący etap materialny
Każda cewka drutu stalowego jest sprawdzana pod kątem średnicy (mikrometr laserowy, ±0,02 mm) i twardości (tester Rockwella). Odrzucamy każdą cewkę odbiegającą od podanego zakresu.
Etap konfiguracji i pierwszego uruchomienia
Po zainstalowaniu oprzyrządowania pierwszych 10 nitów bada się pod 20-krotnym powiększeniem pod kątem wad powierzchniowych, a następnie dokonuje pomiaru za pomocą komparatora optycznego. Przed rozpoczęciem produkcji średnica łba, wysokość łba, trzonek, długość i głębokość wgłębienia muszą być zgodne z rysunkiem.
Na etapie produkcji
Operatorzy ściągają 5 nitów co 500 sztuk. Sprawdzają krytyczne wymiary za pomocą suwmiarki cyfrowej i miernika głębokości zagłębienia. Każde odchylenie poza tolerancję powoduje natychmiastowe zatrzymanie prasy i regulację narzędzia.
Etap weryfikacji klinczu
Co 2000 sztuk wkładamy 3 nity do próbki Twojego rzeczywistego materiału (ta sama grubość i skład). Zwinięty klincz sprawdza się pod kątem symetrii, szczelności i braku pęknięć.
Badanie korozji (jeśli dotyczy)
W przypadku nitów platerowanych próbki umieszczane są w naszej komorze mgły solnej zgodnie z normą ASTM B117. Cynkowanie: minimum 48–96 godzin. Do partii wydawany jest certyfikat.
Końcowy etap sortowania
Każdy nit przechodzi przez optyczną maszynę sortującą wyposażoną w szybkie kamery. Odrzuca części o nieprawidłowej średnicy łba, wysokości łba, trzpieniu lub głębokości wnęki. Po sortowaniu losowa próbka AQL (poziom II, 1,0) jest ręcznie weryfikowana za pomocą projektora profilowego i mikrometrów.
Wszystkie zapisy z inspekcji — w tym dzienniki pomiarów, zdjęcia ustawień testów i raporty dotyczące mgły solnej — są przechowywane przez pięć lat i są dołączane do każdej przesyłki.
Przykład prawdziwego klienta – wspornik koła wózka ogrodowego
Jest to jedno z wielu zastosowań stalowych nitów półrurowych. Uwzględniamy go, aby pokazać rzeczywiste wykorzystanie produkcyjne, a nie sugerować ograniczenie.
Producent wytrzymałych wózków ogrodowych potrzebował przymocować wsporniki kół do stalowej ramy. Oryginalne solidne nity wymagały siły osadzania wynoszącej 3,5 tony, co czasami powodowało deformację wspornika podczas montażu. Klient chciał również wykończenia odpornego na rdzę do zastosowań zewnętrznych.
Firma Nuote Metals dostarczyła stalowe nity półrurowe – trzpień 6 mm, łeb okrągły 10 mm, długość lufy 15 mm, ocynkowane na żółto. Półpusta wnęka zmniejszyła siłę osadzania do 1,6 tony, eliminując deformacje. Żółte cynkowanie zapewniało 96 godzin odporności na mgłę solną. Klient przetestował 500 nitów na 250 wózkach. Po 5000 cykli walcowania przy obciążeniu 100 kg brak luzów i rdzy. Obecnie zamawiają stalowe nity półrurowe w partiach po 30 000–50 000 sztuk.

Co mówią nasi klienci – prawdziwe opinie
Co dostarczamy w każdej przesyłce
Do każdego zamówienia nitów półrurowych stalowych dołączany jest kompletny pakiet dokumentacji:
- Certyfikat testu młyna– Skład chemiczny i właściwości rozciągające od oryginalnego dostawcy cewek.
- Pierwszy raport wymiarowy– Rzeczywiste wartości zmierzone dla 10 nitów od początku produkcji.
- Dziennik procesu– Podsumowanie wszystkich kontroli wymiarowych przeprowadzonych podczas cyklu.
- Raport z testu klinczowego– Zdjęcia i wyniki siły uciągu (jeśli zostały zmierzone) z ustawień testowych materiału.
- Certyfikat mgły solnej– Jeśli ma to zastosowanie, wyświetlanie przetestowanych godzin i statusu pozytywnego/negatywnego.
- Certyfikat zgodności– Podpisany przez naszego menedżera ds. kontroli jakości, identyfikowalny wsadowo.
Nuote Metals posiada certyfikat ISO 9001:2015. Deklaracje RoHS i REACH udostępniamy na życzenie.

Zasady
Próbki– 20–50 bezpłatnych sztuk dla standardowych rozmiarów magazynowych (klient płaci za wysyłkę)
Zamówienie próbne– 10 000 sztuk zalecanych do pierwszej walidacji
MOQ– 2000 sztuk (rozmiary standardowe), 10 000 sztuk (beczka na zamówienie)
Czas realizacji (magazyn)– 5–7 dni roboczych
Czas realizacji (lufa niestandardowa)– 12–15 dni
Opłaty za narzędzia– Brak dla standardowych narzędzi z łbem okrągłym (trzon 3–8 mm)
Trzy pytania, na które często odpowiadamy
P1: Jaka jest różnica między stalowym nitem półrurowym a nitem z litej stali? Kiedy warto wybrać wersję półrurową?
Odp.: Podstawową różnicą jest pusta wnęka w ogonie. Stalowy nit półrurowy wymaga jedynie 25–30% siły osadzania potrzebnej dla nitu litego o tej samej średnicy, dzięki czemu jest szybszy w montażu i delikatniejszy dla otaczających materiałów. Nity pełne zapewniają nieco większą wytrzymałość na ścinanie, ale wymagają ciężkiego sprzętu i więcej czasu. W przypadku większości zastosowań przemysłowych, meblarskich, motoryzacyjnych i sprzętu metalowego — w tym powyższej obudowy wózka ogrodowego — nity półrurowe zapewniają więcej niż wystarczającą wytrzymałość, utrzymując jednocześnie wydajność produkcji. Nity pełne wybieraj tylko w przypadku ekstremalnych obciążeń konstrukcyjnych, gdzie jedynym priorytetem jest maksymalna wytrzymałość na ścinanie.
P2: Czy stalowe nity półrurowe można stosować na zewnątrz bez rdzewienia?
Odp.: Tak, z odpowiednim wykończeniem. Nasze standardowe nity ze stali niskowęglowej są dostępne w wersji ocynkowanej (przezroczystej, niebieskiej lub żółtej), która zapewnia 48–96 godzin odporności na mgłę solną — wystarczającą na deszcz, wilgoć i sporadyczną wilgoć. W przypadku walizki wózka ogrodowego wybrano cynkowanie na żółto ze względu na równowagę odporności na korozję i kosztu. W przypadku bardziej wymagających środowisk zewnętrznych lub przybrzeżnych zalecamy przejście na nity półrurowe ze stali nierdzewnej (304 lub 316), które zapewniają ponad 200–1000 godzin ochrony przed mgłą solną.
P3: Jak wybrać odpowiednią długość lufy dla stalowego nitu półrurowego?
Odp.: Wybierz długość lufy o 1,5–2,0 mm dłuższą niż całkowita grubość stosu materiałów. Na przykład, jeśli łączysz dwie blachy stalowe o grubości 2 mm (łącznie 4 mm), wybierz długość beczki 5,5–6,0 mm. Ta dodatkowa długość zapewnia wystarczającą ilość materiału, aby wydrążona sekcja mogła się przetoczyć na zewnątrz i utworzyć bezpieczne klinowanie bez opadania na dno. Jeśli lufa będzie za krótka, klincz będzie słaby. Za długa i lufa może się zgiąć. Prześlij nam grubość stosu materiałów, a my zalecimy dokładną długość lufy.
Poproś o wycenę – powiedz nam, czego potrzebujesz
Rozumiemy, że każdy montaż jest inny. Zamiast prosić Cię o dopasowanie standardowego produktu do swojego projektu, wolimy zacząć od Twoich wymagań.
Aby otrzymać wiążącą ofertę cenowąnity półrurowe stalowe, prosimy o podanie następujących informacji:
- Średnica trzpienia (mm)
- Kształt główki (okrągły/płaski/uniwersalny/owalny)
- Długość lufy (mm) – lub całkowita grubość stosu materiału
- Gatunek materiału (niskowęglowy / średniowęglowy)
- Wykończenie (cynk przezroczysty/niebieski/żółty/czarny tlenek/fosforan)
- Szacowana ilość roczna
Możesz także załączyć rysunek, zdjęcie obecnego nitu lub próbną część. W ciągu 24 godzin odpowiemy:
- Koszt oprzyrządowania (jeśli występuje) – pominięty w przypadku rozmiarów standardowych
- Cena za sztukę w oparciu o roczny wolumen
- Czas realizacji pierwszych próbek i produkcji masowej
- Polityka bezpłatnych próbek – 20–50 sztuk dla standardowych rozmiarów magazynowanych
Wyślij swoje zapytanie ofertowe do Nuote Metals już dziś. Bez presji, bez zobowiązań – po prostu jasna, konkurencyjna oferta.
Gorące Tagi: Nity półrurowe stalowe, Chiny Nity półrurowe, Producent nitów półrurowych
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.









X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności