
Produkty






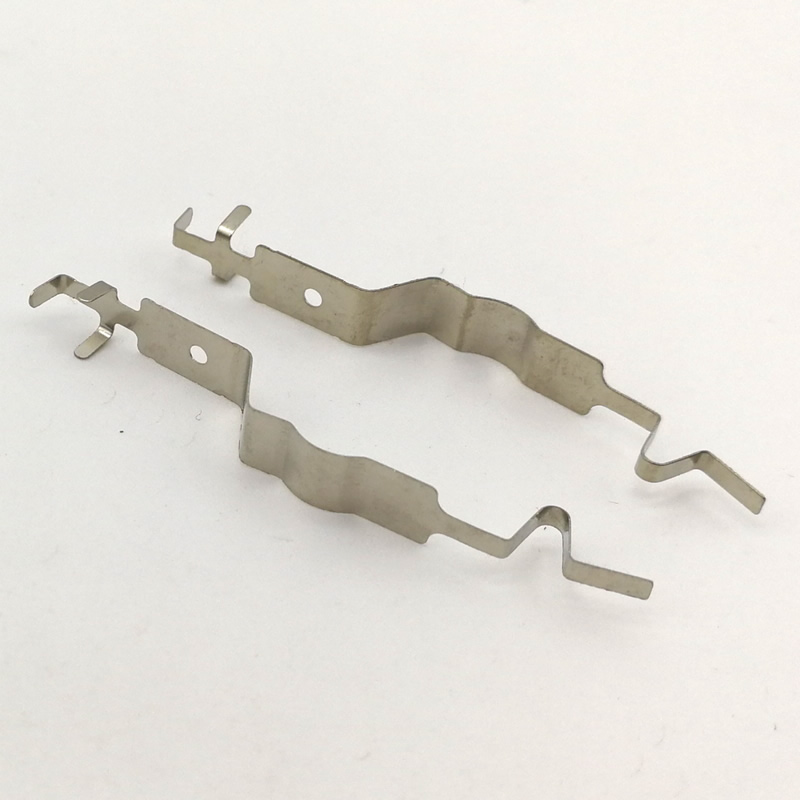
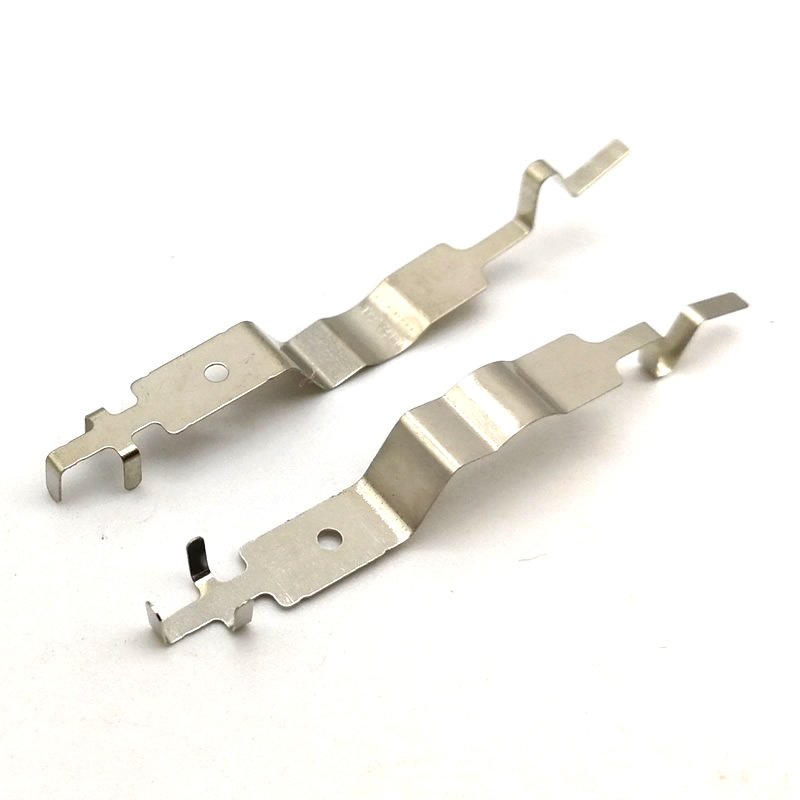
Tłoczenie małych części
Z Chin producent Nuote Metals oferuje niestandardowe tłoczenie małych części do elektroniki i urządzeń medycznych. Precyzyjne matryce tworzą drobne elementy o wąskich tolerancjach. Niezawodnie rozwiązuj wyzwania związane z miniaturyzacją. Zaufaj producentowi, jeśli chodzi o jakość w każdym najdrobniejszym szczególe.
Wyślij zapytanie
Opis produktu
W świecie obróbki plastycznej metali rozmiar stwarza wyjątkowe wyzwania. Tłoczenie małych części — elementów o średnicy zaledwie kilku milimetrów lub ważących ułamki grama — wymaga specjalistycznego sprzętu, narzędzi i kontroli procesu. Niewielkie zadziory lub przesunięcie wymiarowe o 0,02 mm mogą sprawić, że cała partia stanie się bezużyteczna.
Metale Nuoteposiada dedykowane linie produkcyjne specjalnie dlatłoczenie małych części. Nasze prasy, podajniki i matryce są zoptymalizowane pod kątem miniaturowych komponentów stosowanych w elektronice, urządzeniach medycznych, zegarmistrzostwie i precyzyjnych systemach motoryzacyjnych. Wykonujemy tłoczenie małych części z prędkością do 1200 uderzeń na minutę, z tolerancjami utrzymywanymi na poziomie ±0,01 mm.
Co to jest tłoczenie małych części?
Tłoczenie małych częścito elementy metalowe charakteryzujące się zazwyczaj:
Maksymalny wymiar – poniżej 30 mm w dowolnym kierunku
Grubość materiału – zwykle od 0,1 mm do 1,5 mm
Waga – często mniejsza niż 5 gramów
Złożoność – może obejmować wiele zagięć, przekłuć, wytłoczonych elementów lub wypukłych powierzchni
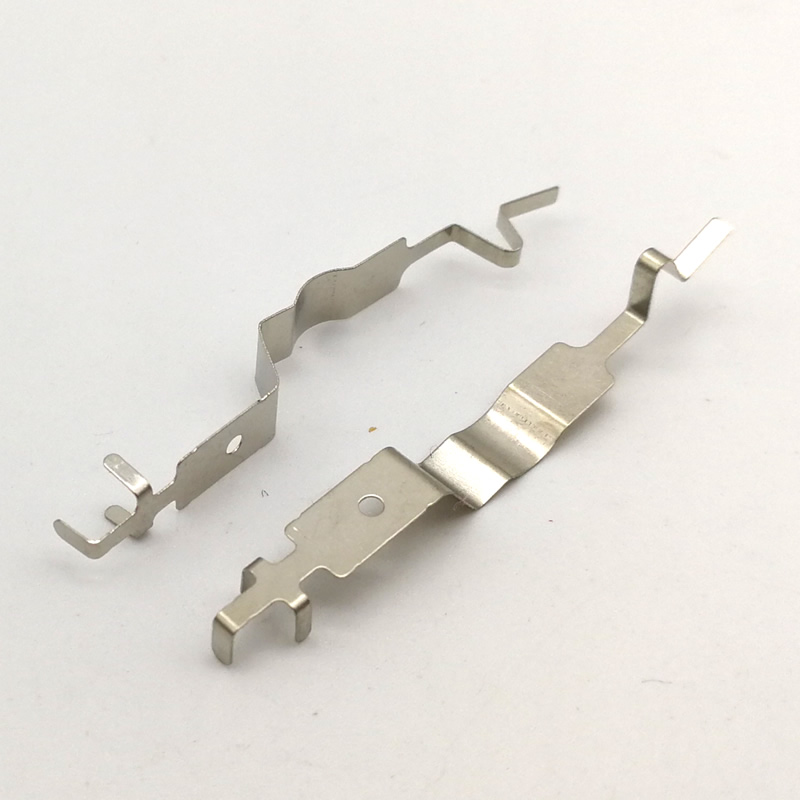
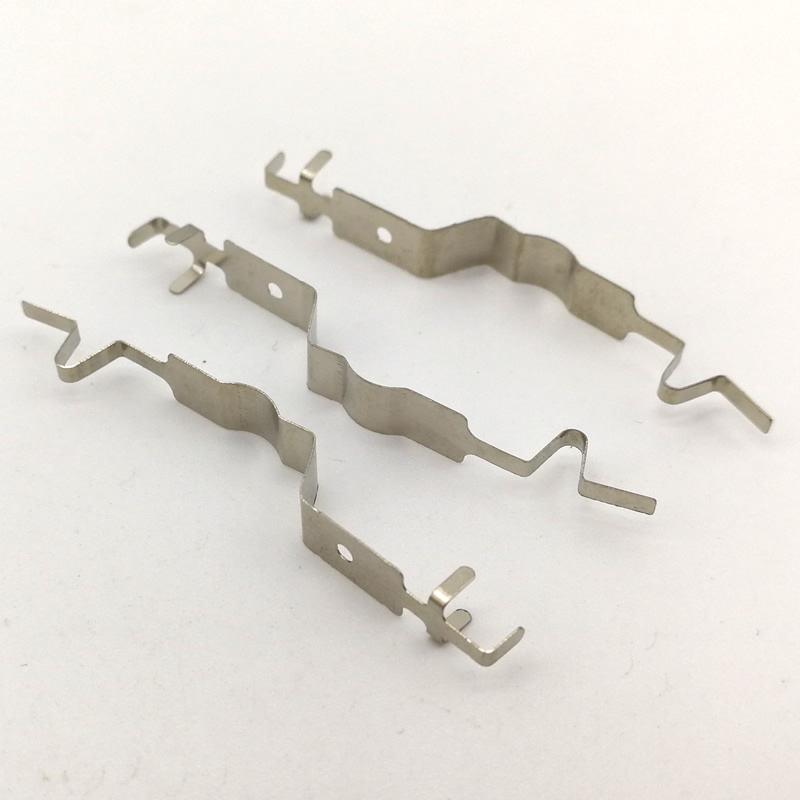
Przykłady tłoczenia małych części obejmują styki złącza, styki sprężynowe, osłony osłon, zaciski akumulatora, ogniwa zegarka, wsporniki czujników i końcówki narzędzi chirurgicznych.
Ekonomiawytłoczone częścisą wyjątkowe. Chociaż cena jednostkowa jest niska, oprzyrządowanie jest gęste (wiele wgłębień na matrycę), a wymagania jakościowe są wyjątkowo wysokie. Nuote Metals udoskonalił proces, aby zapewnić niezawodność na dużą skalę.
Dlaczego warto wybrać Nuote Metals do tłoczenia małych części?
Prasy specjalistyczne do małych części
Standardowe prasy do tłoczenia nie są idealnetłoczenie części. Nuote Metals obsługuje szybkie i precyzyjne prasy wyposażone w:
Krótkie długości skoku – 10 mm do 30 mm (skraca czas powietrza, zwiększa SPM)
Ramy tłumiące wibracje – Utrzymują wyrównanie matrycy przy dużych prędkościach
Serwoposuw z dokładnością ±0,02 mm – niezbędny w przypadku cienkich, wąskich cewek
Czujniki wbudowane w matrycę – wykrywają zacięcia, wyrzucanie części i zużycie narzędzia
Oprzyrządowanie zaprojektowane do miniaturowych funkcji
Nasze umierają zatłoczenie małych częściużywać:
Stemple z mikromielonego węglika – średnica zaledwie 0,3 mm
Płytki z węglika wolframu – wytrzymują zużycie cykliczne
Pozytywny wyrzut części – kołki powietrzne lub sprężynowe zapobiegają sklejaniu się
Optyczne stacje weryfikacji – kamery wbudowane do wymiarów krytycznych
Protokoły dotyczące pomieszczeń czystych i postępowania
Małe części łatwo ulegają zniszczeniu lub zanieczyszczeniu.Metale Nuoteutrzymuje:
Dedykowane linie do pakowania małych części – tace antystatyczne, taśmy i szpule lub torby niestandardowe
Podajniki magnetyczne i wibracyjne – Do automatycznego liczenia i pakowania
100% kontrola wzrokowa – w powiększeniu wykrywa wady powierzchni niewidoczne gołym okiem
Obejrzyj film, aby zobaczyć, jak wykonujemy części do tłoczenia
Specyfikacje techniczne dotyczące tłoczenia małych części
Opcje materiałowe
| Tworzywo | Wspólna grubość (mm) | Typowe małe części |
|---|---|---|
| Stal niskowęglowa (SPCC, 1008) | 0,15 – 1,0 | Podkładki, przekładki, zaciski |
| Stal nierdzewna (304, 301 półtwarda) | 0,10 – 0,8 | Styki sprężynowe, ostrza medyczne |
| Mosiądz (C260, C268) | 0,10 – 0,8 | Styki złącza, zaciski |
| Brąz fosforowy (C5191) | 0,10 – 0,5 | Sprężyny przekaźników, łopatki przełączające |
| Miedź berylowa (C17200) | 0,10 – 0,5 | Wysokowydajne sprężyny, styki akumulatora |
| Aluminium (5052, 1100) | 0,15 – 1,0 | Osłony EMI, rozpraszacze ciepła |
| Srebro niklowe | 0,10 – 0,5 | Ozdobna listwa elektroniczna, styki odporne na korozję |
Możliwości wymiarowe tłoczenia małych części
Metale Nuoteosiąga następujące tolerancje natłoczenie małych części.
| Parametr | Standardowe możliwości | Wysoka precyzja (na żądanie) |
|---|---|---|
| Minimalna długość/szerokość części | 1,0 mm | 0,8 mm |
| Minimalna średnica otworu | 0,3 mm (0,5 mm dla grubszych materiałów) | 0,2 mm (ze stemplem węglikowym) |
| Tolerancja środka od otworu do otworu | ±0,025 mm | ±0,010 mm |
| Tolerancja konturu półfabrykatu | ±0,025 mm | ±0,015 mm |
| Kąt zgięcia | ±0,5° | ±0,3° |
| Płaskość (długość powyżej 10 mm) | ±0,05 mm | ±0,02 mm |
| Wysokość zadziorów (ścięte krawędzie) | ≤0,03 mm | ≤0,01 mm (z wtórnym gratowaniem) |
| Tolerancja grubości wybicia | ±0,010 mm | ±0,005 mm |
Prędkości i wolumeny produkcji
| Grubość materiału | Typowa prędkość prasy (SPM) | Dzienna produkcja (na zmianę) | Minimalne ekonomiczne zamówienie |
|---|---|---|---|
| 0,1 – 0,3 mm | 800 – 1200 | 400 000 – 600 000 | 500 000 sztuk |
| 0,3 – 0,8 mm | 400 – 800 | 200 000 – 400 000 | 200 000 sztuk |
| 0,8 – 1,5 mm | 200 – 400 | 100 000 – 200 000 | 100 000 sztuk |
Notatka:tłoczenie małych częściprzy mniejszych ilościach może być bardziej ekonomiczne przy użyciu cięcia laserowego lub trawienia chemicznego.Metale Nuoteprzedstawia zalecenia dotyczące procesu w ofercie.
Typowe konfiguracje matryc do tłoczenia małych części
| Typ matrycy | Liczba stacji | Typowe wgłębienia na szerokość paska | Najlepsze dla |
|---|---|---|---|
| Progresywny jednorzędowy | 8 – 20 | 1 – 2 | Skomplikowane części z zagięciami, monetami lub wieloma kolczykami |
| Progresywny wielorzędowy | 10 – 30 | 4 – 16 | Proste części płaskie (podkładki, zaciski, zaciski) |
| Matryca transferowa | 6 – 12 | 1 (ale duży pasek) | Większe małe części (ponad 15 mm) wymagające ciężkiego formowania |
Mywykorzystuje matryce wielorzędowe do dużych objętościtłoczenie części, redukując odpady taśmy i zwiększając wydajność na skok prasy.
Zastosowania tłoczenia małych części
Metale Nuotezaopatrzeniestemplowanie małej częścidla branż, w których precyzja w miniaturowej skali ma kluczowe znaczenie.
Elektronika i złącza
Styki złącza USB i HDMI (mosiądz lub brąz fosforowy)
Styki uchwytu karty SIM (stal nierdzewna, niklowana)
Styki sprężynowe baterii do urządzeń do noszenia
Palce ekranujące i zaciski uziemiające (miedź berylowa)
Ramki prowadzące do czujników i diod LED
Urządzenia medyczne
Kowadełko i elementy wkładu zszywacza chirurgicznego
Końcówki narzędzi dentystycznych (nierdzewne, o ostrych krawędziach)
Wszczepialne łączniki urządzeń (tytan lub stal nierdzewna 316L)
Pierścienie blokujące piastę cewnika
Styki paska testowego diagnostycznego (pozłacane)
Motoryzacja i pojazdy elektryczne
Zaciski skrzynki bezpiecznikowej (mosiądz cynowany)
Zaciski wiązki przewodów (stal sprężynowa)
Wsporniki montażowe czujnika (cienka stal)
Ostrza stykowe portu ładowania
Szyny zbiorcze systemu zarządzania baterią (mały format)
Zegarmistrzostwo i mikromechanika
Mostki przekładni zębatej (mosiądz)
Trzpienie do ręcznego ustawiania (wytłoczki do dalszej obróbki)
Zaciski sprężynowe obudowy
Pierścienie dystansowe ruchu
Produkty konsumenckie
Styki ładowania słuchawek dousznych (stal pozłacana)
Płyty montażowe silnika drona (aluminium)
Zaciski akumulatora pilota
Suwaki zamka błyskawicznego i uchwyty (mała tłoczona stal)
Elementy klamer do plecaków
Zapewnienie jakości tłoczenia małych części – EEAT w praktyce
Metale Nuotestosuje specjalistyczne protokoły jakości dla miniaturowych komponentów.
Doświadczenie w pracy z mikronarzędziami
Nasi producenci narzędzi mają dziesiątki lat doświadczenia w szlifowaniu stempli o średnicy zaledwie 0,3 mm. Stosujemy elektrodrążenie drutowe i szlifowanie przyrządowe, aby uzyskać luz matrycy wynoszący 5–8% na stronę – co jest krytyczne dla czystego ścinania cienkich materiałów bez zadziorów.
Doświadczenie w inspekcji przy dużym powiększeniu
Do tłoczenia małych części standardowe narzędzia pomiarowe nie są wystarczające. Nuote Metals wykorzystuje:
Wizyjne systemy pomiarowe – powiększenie 100x z rozdzielczością submikronową
Mikrometry laserowe Keyence – pomiar bezkontaktowy z szybkością 1000 odczytów/sekundę
Skaningowa mikroskopia elektronowa (SEM) – do analizy uszkodzeń i weryfikacji jakości krawędzi (w razie potrzeby zlecana na zewnątrz)
Autorytatywność dzięki standardom branżowym
Nasztłoczenie małych częściprzestrzegać:
ISO 9001:2015 – Zarządzanie jakością
IPC-610 – Dopuszczalność zespołów elektronicznych (dla złączy i części stykowych)
RoHS i REACH – Zgodność materiałowa dla elektroniki
IATF 16949 – Jakość motoryzacyjna (dostępna dla małych części samochodowych)
Zaufaj dzięki 100% automatycznej kontroli
Do krytycznego tłoczenia małych części,Metale Nuoteprzybory:
Czujniki optyczne w matrycy – weryfikacja obecności części i podstawowej geometrii przy 1200 SPM
Sortowanie wizyjne po stemplu – odrzuca części z wadami wymiarowymi lub powierzchniowymi
Taśma i szpula z automatycznym zliczaniem – zapewnia dokładne ilości bez brakujących elementów
Typowe wyzwania związane z tłoczeniem małych części i sposoby ich rozwiązywania przez firmę Metale Nuote
| Wyzwanie | Pierwotna przyczyna | Roztwór metali Nuote |
|---|---|---|
| Zadziory na mikrootworach | Odchylenie stempla lub niewłaściwy luz | Stemple węglikowe z prowadzonymi płytkami zdzierającymi; luz zoptymalizowany pod względem grubości |
| Część przyklejająca się do stempla (wybieranie) | Próżnia lub ładunek statyczny | Pozytywny wyrzut powietrza; stemple powlekane (TiN lub DLC); Jonizator antystatyczny |
| Niespójność wymiarowa na szerokości paska | Nierówne napięcie cewki lub błąd podawania | Zasilanie serwo ze sterowaniem w pętli zamkniętej; prostownica z rolkami dociskowymi |
| Wygięte lub skręcone części po wytłoczeniu | Naprężenia szczątkowe powstałe w wyniku wybijania lub zginania | Odprężanie liniowe (ciepło); stacje przeciwzginające |
| Brakujące części podczas pakowania | Atrakcyjność statyczna lub mały rozmiar | Tace antystatyczne; automatyczne podajniki wibracyjne z czujnikami zliczającymi |
Często zadawane pytania dotyczące tłoczenia małych części
Poniżej znajdują się najczęstsze zapytania techniczne otrzymywane przeznas w sprawietłoczenie części.
P1: Jaki jest najmniejszy rozmiar tłoczenia małych części, jaki może wyprodukować Nuote Metals?
Odp.: Nuote Metals produkuje małe części do tłoczenia o długości zaledwie 0,8 mm i szerokości 0,3 mm, przy grubości materiału 0,1 mm. Praktyczne minimum zależy od złożoności funkcji. W przypadku prostej podkładki płaskiej lub podkładki kontaktowej możemy tłoczyć części o średnicy do 0,5 mm za pomocą narzędzi z węglików spiekanych i pras szybkoobrotowych. W przypadku części wymagających otworów minimalna średnica otworu wynosi 0,2 mm (grubość materiału ≤0,15 mm). W przypadku części z zagięciami lub formami minimalny rozmiar części wynosi około 1,5 mm w dowolnym wymiarze, aby zapewnić luz na narzędzia. Jeśli tłoczenie małych części jest mniejsze niż te limity, Nuote Metals może zalecić alternatywne procesy, takie jak trawienie fotochemiczne (PCM) lub mikroobróbka laserowa. Zachęcamy do przesłania rysunku do oceny wykonalności – nasi inżynierowie doradzą, czy tłoczenie jest wykonalne technicznie i ekonomicznie.
P2: W jaki sposób Nuote Metals kontroluje zadziory na tłoczeniu małych części, zwłaszcza gdy części będą obsługiwane lub będą miały kontakt z wrażliwymi elementami?
Odp.: Kontrola zadziorów to najważniejsza kwestia dotycząca jakości tłoczenia małych części.Metale Nuotestosuje podejście trójpoziomowe. Po pierwsze, zoptymalizowane luzy matrycy: w przypadku cienkich materiałów (poniżej 0,3 mm) utrzymujemy luz między stemplem a matrycą na poziomie zaledwie 3–5% na stronę, co znacznie zmniejsza powstawanie zadziorów, ale wymaga stempli z węglików spiekanych, aby zapobiec zużyciu. Po drugie, konserwacja ostrych narzędzi: śledzimy liczbę uderzeń stempla i wymieniamy lub ponownie ostrzymy stemple co 500 000 do 2 000 000 uderzeń, w zależności od ścieralności materiału. Po trzecie, wtórne gratowanie w przypadku krytycznego tłoczenia małych części: oferujemy bębnowanie wibracyjne z użyciem mediów ceramicznych lub plastikowych, które pozwala uzyskać jednolity promień krawędzi 0,01–0,03 mm i usunąć zadziory do wysokości ≤0,01 mm. W przypadku części, które nie tolerują wykrywalnych zadziorów (np. ostrza medyczne lub styki elektryczne, które nie mogą zarysować współpracujących powierzchni), oferujemy elektropolerowanie (w przypadku stali nierdzewnej) lub obróbkę strumieniowo-ścierną mikrościerną. Określ maksymalną dopuszczalną wysokość zadziorów na rysunku, a Nuote Metals wybierze odpowiedni proces.
P3: Jaki jest typowy czas realizacji oprzyrządowania i pierwszych próbek tłoczenia małych części?
Odp.: Terminy realizacji dlatłoczenie małych częścizależą od złożoności części i konstrukcji matrycy. W przypadku prostych części płaskich (podkładki, zaciski, końcówki), w których można zastosować matryce wielorzędowe z 2–4 stacjami, Nuote Metals zazwyczaj dostarcza pierwsze próbki w ciągu 15–20 dni roboczych po zatwierdzeniu rysunku. W przypadku złożonego tłoczenia małych części z wieloma zagięciami, wybijaniem i przebijaniem, wymagających matryc progresywnych z 8–15 stacjami, czas realizacji oprzyrządowania waha się od 25–35 dni roboczych. Oferujemy przyspieszoną usługę (dodatkowe 30% opłaty za oprzyrządowanie), która skraca czas realizacji o 7–10 dni. Po zatwierdzeniu oprzyrządowania zapewniamy 20 bezpłatnych próbek do kontroli klienta. Czas realizacji produkcji w przypadku tłoczenia małych części wynosi zazwyczaj 10–15 dni roboczych w przypadku zamówień do 500 000 sztuk, przy założeniu, że galwanizacja lub operacje wtórne są standardem. Skontaktuj się z Nuote Metals i przekaż rysunek części, aby uzyskać konkretny harmonogram.
P4: W jaki sposób pakowane są małe części do tłoczenia, aby zapobiec utracie lub uszkodzeniu podczas transportu? Czy możecie dostarczyć taśmę i szpulę do automatycznego montażu?
Odp.: Tak, Nuote Metals oferuje wiele opcji pakowaniatłoczenie części. Do ręcznego montażu lub stosowania w małych ilościach zapewniamy antystatyczne torby foliowe ze zgrzewanymi zamknięciami i środkiem osuszającym, zwykle pakowane po 1 000–10 000 sztuk na worek (w zależności od wielkości części). Do zautomatyzowanego montażu typu pick-and-place oferujemy opakowania na taśmach i szpulach zgodne ze standardami EIA-481 — dostępne dla części o wymiarach zaledwie 1,0 mm x 1,0 mm. Nasz serwis taśm i szpul obejmuje antystatyczną taśmę nośną, taśmę wierzchnią o kontrolowanej sile odrywania oraz plastikowe szpule o średnicy 7 cali i 13 cali. W przypadku bardzo małych lub delikatnych tłoczeń małych części oferujemy również tacki na wafle (standard JEDEC) z indywidualnymi kieszeniami zapobiegającymi stykaniu się części. W przypadku zamówień wielkonakładowych możemy zapewnić opakowania zbiorcze z automatycznym zliczaniem i etykietowaniem. Określ preferowaną metodę pakowania w momencie składania oferty — zazwyczaj nie ma dodatkowej opłaty za taśmę i szpulę w przypadku zamówień powyżej 50 000 sztuk.
Dlaczego warto współpracować z Nuote Metals w zakresie tłoczenia części?
Produkcjatłoczenie częścina dużą skalę wymaga specjalistycznej wiedzy, której nie są w stanie zapewnić zwykłe tłocznie. Oferta Nuote Metals:
Prędkość prasy do 1200 SPM – zoptymalizowana pod kątem miniaturowych części
Tolerancje do ±0,01 mm – zweryfikowane na podstawie pomiaru wizyjnego
Materiały o grubości zaledwie 0,1 mm — od stali sprężynowej po miedź berylową
Matryce wielorzędowe – do 16 gniazd na skok w przypadku części płaskich
Kontrola w matrycy i po stemplowaniu – dostępne w 100% sortowanie wizyjne
Opakowania na taśmach i szpulach – gotowe do automatycznego montażu
Usługa prototypowania – miękkie narzędzia do walidacji w małych ilościach
Bezpłatna informacja zwrotna od DFM – identyfikujemy potencjalne problemy przed wykonaniem narzędzi
KontaktMetale Nuotejuż dziś, aby przesłać swój rysunek lub omówić swójtłoczenie małych częściwymagania.
Gorące Tagi: Tłoczenie małych części, Tłoczenie fabryka części, Chiny Tłoczenie małych części
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.









X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności