
Produkty






Tłoczone części stalowe
Potrzebujesz wytrzymałych, tłoczonych części stalowych? Nuote Metals, chińska fabryka, oferuje niestandardowe elementy ze stali tłoczonej do ciężkich maszyn i konstrukcji. Nasze tłoczenie o wysokim tonażu zapewnia stałą grubość i odporność na uderzenia. Rozwiąż problemy konstrukcyjne za pomocą części stalowych zaprojektowanych pod kątem wytrzymałości. Polegaj na fabryce, która gwarantuje trwałość.
Wyślij zapytanie
Opis produktu
W przypadku niezliczonych produktów przemysłowych i handlowych podstawą jest stal.Tłoczone części staloweoferują niezrównane połączenie wytrzymałości mechanicznej, dostępności materiałów i opłacalności. Od wsporników ciężkiego sprzętu po precyzyjne ramy elektroniczne, elementy ze stali tłoczonej dominują w zastosowaniach, w których niezbędna jest niezawodność pod obciążeniem.
Metale Nuoteod ponad dekady produkuje wysokiej jakości tłoczone części stalowe. Nasze prasy obsługują stale niskowęglowe, wysokowęglowe i stopowe o grubości od 0,3 mm do 6,0 mm. Łączymy naukę o materiałach z wydajnymi procesami tłoczenia, aby dostarczać komponenty spełniające rygorystyczne standardy wydajności bez niepotrzebnych kosztów.

Czym są części ze stali tłoczonej?
Tłoczone części staloweto elementy metalowe formowane poprzez podawanie zwojów lub arkuszy stali do prasy tłoczącej wyposażonej w niestandardowe matryce. Prasa wykonuje operacje takie jak wykrawanie, przekłuwanie, gięcie, rysowanie czy tłoczenie w celu uzyskania ostatecznego kształtu.
Termin „części tłoczone ze stali” zazwyczaj odnosi się do komponentów wykonanych ze stali węglowej lub stali niskostopowej – w odróżnieniu od stali nierdzewnej, aluminium lub mosiądzu. Typowe gatunki stali obejmują:
Stal niskowęglowa (SPCC, SPCD, Q195, 1008) – Doskonała plastyczność, ekonomiczność
Stal średniowęglowa (S45C, 1045) – Wyższa wytrzymałość, odporność na zużycie
Stal wysokowęglowa (SK5, 1080) – Sprężystość, twardość
Stal stopowa (SPRING STEEL, 51CrV4) – Wysoka odporność zmęczeniowa przy obciążeniach dynamicznych
Metale Nuotewybiera optymalny gatunek stali dla każdego zastosowania, równoważąc odkształcalność, wytrzymałość, koszt i wymagania dotyczące wykończenia powierzchni.
Obejrzyj film, aby dowiedzieć się więcej o naszych warsztatach stemplowania
Dlaczego warto wybrać stal do elementów tłoczonych?
Stal pozostaje najpopularniejszym materiałem tłoczonym nie bez powodu.Metale Nuotepodkreśla następujące zalety tłoczonych części stalowych:
Wysoki stosunek wytrzymałości do kosztu – stal zapewnia większą wytrzymałość niż aluminium czy mosiądz przy niższym koszcie materiału
Właściwości magnetyczne – niezbędne w przypadku czujników, przekaźników i zespołów elektromagnetycznych
Spawalność – Części stalowe łatwo poddają się spawaniu punktowemu, projekcyjnemu lub laserowemu
Kompatybilność z powłoką cynkową, niklową, cyną i innymi powłokami dobrze przylegającymi do stali
Dostępność – Cewka stalowa jest dostępna na całym świecie z krótkimi terminami realizacji
Specyfikacje techniczne części ze stali tłoczonej firmy Metale Nuote
Opcje materiałowe dla tłoczonych części stalowych
| Stopień | Typ | Wytrzymałość na rozciąganie (MPa) | Granica plastyczności (MPa) | Typowa twardość | Najlepsze aplikacje |
|---|---|---|---|---|---|
| SPCC/Q195 | Niskoemisyjna, jakość handlowa | 270 – 350 | 180 – 240 | HRB 45–60 | Ogólne wsporniki, obudowy, części podwozia |
| SPCD/1008 | Niska zawartość węgla, jakość rysunku | 280 – 370 | 190 – 250 | HRB 50–65 | Miseczki rysowane, złożone formy |
| SPCE/1010 | Niska zawartość węgla i jakość głębokiego tłoczenia | 300 – 390 | 210 – 260 | HRB 55–70 | Obudowy głęboko tłoczone, zbiorniki paliwa samochodowego |
| S45C/1045 | Średni węgiel | 570 – 700 | 350 – 450 | HRB 85–95 | Koła zębate (wytłoczone półfabrykaty), wały, płyty ścieralne |
| SK5/1080 | Wysoka zawartość węgla (stal sprężynowa) | 800 – 1100 (hartowany) | 500 – 800 | HRC 40–55 | Zaciski, sprężyny, pierścienie ustalające, brzeszczoty |
| 51CrV4 | Stopowa stal sprężynowa | 1200 – 1500 | 1000 – 1300 | HRC 45–52 | Resory piórowe o wysokim cyklu, tarcze sprzęgła |
Możliwości wymiarowe części tłoczonych ze stali
Metale Nuoteprodukujetłoczone części stalowew szerokim zakresie rozmiarów i tolerancji.
| Parametr | Standardowe możliwości | Możliwość precyzji (na żądanie) |
|---|---|---|
| Grubość materiału | 0,3 mm – 6,0 mm | 0,2 mm – 8,0 mm (ograniczone gatunki) |
| Maksymalny wymiar części (matryca progresywna) | 300 mm x 300 mm | 400 mm x 400 mm |
| Maksymalny wymiar części (matryca transferowa) | 500 mm x 600 mm | 600 mm x 800 mm |
| Tolerancje (wykrawanie/przebijanie) | ±0,10 mm | ±0,05 mm |
| Tolerancje (kąty zgięcia) | ±1° | ±0,5° |
| Minimalna średnica otworu (przebicie) | 1,0 x grubość materiału | 0,8 x grubość materiału |
| Wysokość żarna (standard) | ≤0,10 mm | ≤0,05 mm |
Procesy tłoczenia tłoczonych części stalowych
Metale Nuotewybiera odpowiednią metodę tłoczenia w oparciu o geometrię i objętość części.
| Proces | Typowa grubość stali | Roczny zakres wolumenów | Zalety |
|---|---|---|---|
| Tłoczenie matrycowe złożone | 0,5 – 6,0 mm | 5 tys. – 100 tys | Niski koszt oprzyrządowania, proste, płaskie części |
| Progresywne tłoczenie | 0,3 – 4,0 mm | 100 tys. – 10 mln+ | Szybkie, złożone części wielostanowiskowe |
| Tłoczenie matrycowe transferowe | 1,0 – 6,0 mm | 50 tys. – 500 tys | Duże części, głębokie rysy |
| Drobne wygaszanie | 1,0 – 12,0 mm | 50 tys. – 500 tys | Krawędzie ścinane bez zadziorów, szczelna płaskość |
Dostępne wykończenia powierzchni
Bardzotłoczone części stalowepoddać obróbce po tłoczeniu, aby zapobiec korozji lub poprawić wygląd.
| Skończyć | Opis | Grubość | Odporność na korozję (mgła solna) |
|---|---|---|---|
| Cynkowanie (przezroczysty/niebieski/żółty) | Cynk galwaniczny z pasywacją | 5 – 12 µm | 48 – 120 godzin |
| Stop cynkowo-niklowy | Doskonała ochrona przed korozją | 8 – 15 µm | 200 – 500 godzin |
| Cynkowanie ogniowe | Gruba powłoka cynkowa, wykończenie matowe | 40 – 80 µm | 500 – 1000 godzin |
| Czarny tlenek | Powłoka konwersyjna, antyodblaskowa | 0,5 – 1,5 µm | 24 – 72 godziny (wymaga oleju) |
| Malowanie proszkowe | Kolorowa powłoka polimerowa | 60 – 120 µm | Ponad 500 godzin (w zależności od jakości) |
| Powłoka elektroniczna/powłoka galwaniczna | Katodowe zanurzenie epoksydowe | 15 – 25 µm | 300 – 600 godzin |
| Fosforan (mangan/cynk) | Powłoka konwersyjna na bazę lakierniczą lub smar | 2 – 10 µm | Niska (wymaga warstwy nawierzchniowej) |
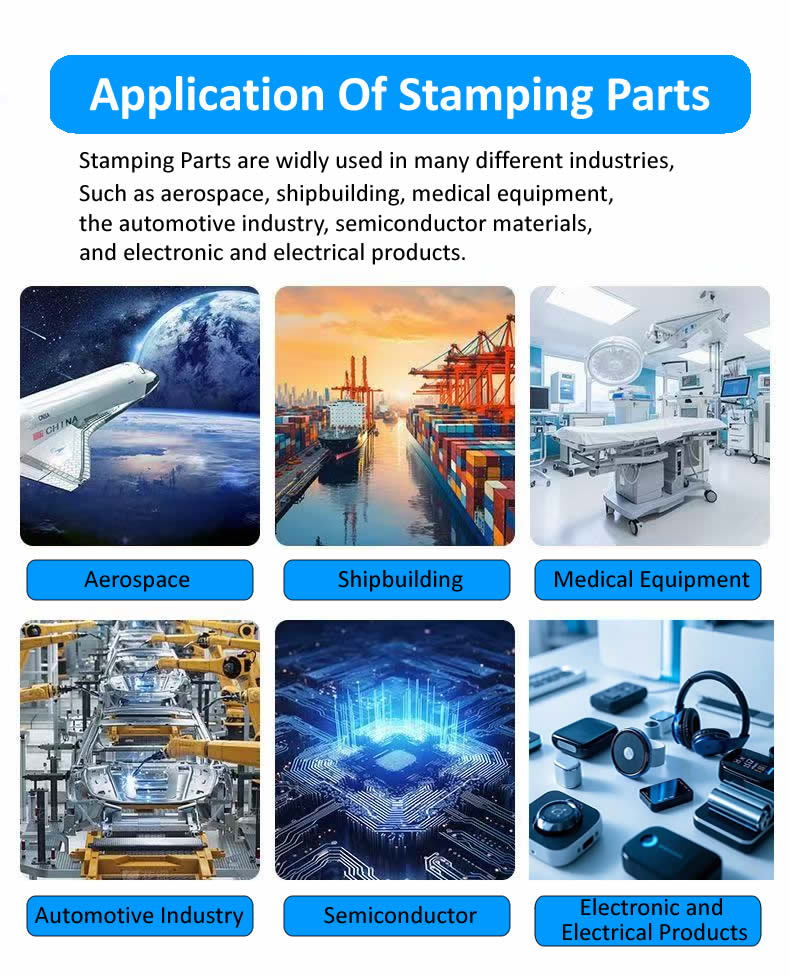
Zastosowania tłoczonych części stalowych
Metale Nuotedostarcza tłoczone części stalowe dla niemal każdej branży. Poniżej znajdują się reprezentatywne przykłady według sektorów.
Szyna zbiorcza akumulatora pojazdu elektrycznego (stal niskowęglowa, grubość 2,0 mm)
Producent akumulatorów pojazdów elektrycznych potrzebował szeregu szyn zbiorczych do łączenia poszczególnych ogniw. Wymagania były wysokie: płaskość w granicach 0,1 mm na długości 150 mm, wiele precyzyjnie wyciętych otworów na końcówki ogniw oraz powłoka cynkowo-niklowa zapewniająca odporność na korozję. Roczny wolumen wyniósł 80 000 zestawów – był zbyt wysoki dla CNC, zbyt skomplikowany dla prostej matrycy.
Firma Nuote Metals zaprojektowała matrycę progresywną z ośmioma stacjami: przebijaniem, nacinaniem, wybijaniem w celu uzyskania płaskości i końcowym odcięciem. Tłoczone części stalowe wyszły z prasy przy 60 uderzeniach na minutę, każdy z płaskością 0,08 mm i położeniem otworów w zakresie ± 0,05 mm. Po pokryciu szyny zbiorcze przeszły 500 godzin testów w komorze solnej. Klient obniżył koszt komponentów o 62% w porównaniu z obrobioną miedzią i wyeliminował dwie dodatkowe operacje. Po trzech latach produkcji matryca wyprodukowała ponad 1,2 miliona szyn zbiorczych przy zerowej liczbie awarii pola.
Ten przypadek pokazuje, co mogą osiągnąć tłoczone części stalowe, gdy oprzyrządowanie i proces są dopasowane do zastosowania – a nie tylko do objętości.
Zapewnienie jakości tłoczonych części stalowych – EEAT w praktyce
Metale Nuotestosuje kompleksowy system jakości dostosowany do właściwości stali tłoczonej.
Doświadczenie z gatunkami stali
Nasi metalurdzy i inżynierowie narzędziowi mają ponad 10-letnie doświadczenie w tłoczeniu stali węglowych i stopowych. Rozumiemy:
Zachowanie sprężynujące – powrót sprężysty stali zależy od zawartości węgla; kompensujemy w projektowaniu matryc
Tworzenie się zadziorów – bardziej miękka stal niskowęglowa wytwarza większe zadziory niż twarda stal; odpowiednio dostosowujemy prześwity
Wytwarzanie ciepła – Grube tłoczenie stali generuje znaczne ciepło; stosujemy smary i kontrolę prędkości prasy
Doświadczenie w leczeniu po stemplowaniu
Tłoczone części stalowewymagają ochrony antykorozyjnej w większości zastosowań. Nuote Metals prowadzi własną działalność związaną z cynkowaniem i współpracuje z certyfikowanymi firmami powlekającymi w zakresie malowania proszkowego i e-powłoki. Zapewniamy:
Pomiar grubości powłok – fluorescencja rentgenowska (XRF) dla galwanizacji
Badanie przyczepności – Test taśmy kreskowej zgodnie z ASTM D3359
Badanie w mgle solnej – ASTM B117 w celu sprawdzenia odporności na korozję
Autorytatywność poprzez standardy
Nasztłoczone części staloweprzestrzegać:
ISO 9001:2015 – System zarządzania jakością
IATF 16949 – Jakość motoryzacyjna (dostępna na żądanie dla projektów motoryzacyjnych)
ASTM A109 – Norma dotycząca taśm ze stali węglowej walcowanej na zimno
RoHS – do części platerowanych (nie zawiera chromu sześciowartościowego, jeśli określono)

Zaufaj dzięki dokumentacji
Każda dostawa tłoczonych części stalowych od Nuote Metals obejmuje:
Raport z badań materiałowych (MTR) – Certyfikat młyna potwierdzający właściwości chemiczne i mechaniczne
Dziennik kontroli wymiarowej – kluczowe pomiary ze statusem pozytywny/negatywny
Certyfikat powłoki (jeśli jest platerowany lub powlekany) – Grubość, typ, numer partii
Kontrola pierwszego artykułu (FAI) – kompletny raport wymiarowy dla nowych narzędzi
Rozważania projektowe dotyczące tłoczonych części stalowych
Aby pomóc klientom zoptymalizować projekty pod kątem możliwości produkcyjnych, Nuote Metals oferuje te wytyczne.
Minimalny promień zgięcia
| Grubość materiału | Stal niskowęglowa (SPCC) | Stal sprężynowa wysokowęglowa (SK5) |
|---|---|---|
| 0,5 mm | 0,5 mm (1xT) | 1,0 mm (2xT) |
| 1,0 mm | 1,0 mm (1xT) | 2,0 mm (2xT) |
| 2,0 mm | 2,0 mm (1xT) | 4,0 mm (2xT) |
| 3,0 mm | 3,0 mm (1xT) | 6,0 mm (2xT) |
| 4,0 mm | 5,0 mm (1,25xT) | Niezalecane |
Minimalny rozmiar otworu
Otwory przebijające w stali niskowęglowej: średnica ≥ grubość materiału
Otwory przebijające w stali wysokowęglowej lub stopowej: średnica ≥ 1,2 x grubość materiału
Odległość od krawędzi (od otworu do krawędzi): ≥ 1,5 x grubość materiału (aby uniknąć wybrzuszeń)
Tolerancje dla elementów zagiętych
| Funkcja | Standardowa tolerancja | Precyzja (z wybijaniem) |
|---|---|---|
| Kąt zgięcia (zgięcie w powietrzu) | ±1,5° | ±0,75° |
| Kąt zgięcia (zwijanie) | ±0,5° | ±0,25° |
| Wysokość formy (wgłębienia, przesunięcia) | ±0,15 mm | ±0,08 mm |
| Długość kołnierza | ±0,20 mm | ±0,10 mm |
Często zadawane pytania dotyczące części ze stali tłoczonej
Poniżej znajdują się najczęstsze zapytania techniczne otrzymywane przez Nuote Metals dotyczące:tłoczone części stalowe.
P1: Jaka jest różnica między częściami ze stali tłoczonej o niskiej i wysokiej zawartości węgla? Jak wybrać?
Odp.: Zawartość węgla określa wytrzymałość, twardość i odkształcalność. Części ze stali tłoczonej o niskiej zawartości węgla (SPCC, 1008, 1010) zawierają mniej niż 0,15% węgla. Są miękkie, plastyczne i łatwe do tłoczenia w złożone kształty, w tym głębokie rysy i ciasne zagięcia. Mają jednak stosunkowo niską wytrzymałość (rozciąganie 270–400 MPa) i nie można ich poddawać obróbce cieplnej w celu uzyskania większej twardości. Części tłoczone ze stali wysokowęglowej (SK5, 1080) zawierają 0,75–1,0% węgla. Są znacznie mocniejsze (wytrzymałość na rozciąganie 800–1100 MPa po utwardzeniu) i można je poddawać obróbce cieplnej do HRC 50–60. Są jednak mniej podatne na formowanie (minimalny promień zgięcia 2xT lub więcej) i wymagają cięższych pras. Nuote Metals zaleca stal niskowęglową na wsporniki, obudowy, podwozia i obudowy ciągnione. Zalecaj stal wysokowęglową na sprężyny, zaciski, elementy ustalające i części odporne na zużycie. Do zastosowań wymagających wytrzymałości pomiędzy tymi skrajnościami, stal średniowęglowa (1045) zapewnia równowagę.
P2: W jaki sposób Nuote Metals zapobiega rdzewieniu tłoczonych części stalowych przed ich montażem lub powlekaniem przez klienta?
Odp.: Stal szybko rdzewieje pod wpływem wilgoci. Nuote Metals podejmuje szereg działań w celu ochronytłoczone części stalowepodczas przechowywania i transportu. Po pierwsze, części, które będą przez nas platerowane lub powlekane, poddajemy obróbce w ciągu 24–48 godzin od tłoczenia, aby zminimalizować utlenianie. Po drugie, w przypadku części wysyłanych w stanie „jak wytłoczony” (niepowlekany) nakładamy olej zapobiegający rdzy (lekki, usuwalny za pomocą alkalicznego środka czyszczącego) i pakujemy je w worki chroniące przed wilgocią ze środkiem suszącym. Po trzecie, oferujemy tymczasową powłokę fosforanową (fosforan manganu lub cynku), która zapewnia 1–3 miesiące ochrony przed rdzą w pomieszczeniach, a także poprawia przyczepność farby dla klientów, którzy będą malować później. W przypadku długotrwałego przechowywania lub wysyłki międzynarodowej zalecamy, aby klienci określili w ramach zamówienia powłokę ochronną (cynkowanie lub powłoka elektroniczna). Jeśli otrzymasz tłoczone części stalowe, na których widać lekką rdzę powierzchniową, zwykle można ją usunąć za pomocą łagodnego środka ściernego lub kwaśnej trawy, ale w przypadku zastosowań krytycznych należy określić plan zapobiegania korozji z Nuote Metals na etapie wyceny.
P3: Jaka jest maksymalna grubość tłoczonych części stalowych, które może wyprodukować Nuote Metals? Czy grubsze części wymagają specjalnego oprzyrządowania?
Odp.: Nuote Metals może tłoczyć stal o grubości do 8,0 mm w przypadku prostych operacji wykrawania i do 6,0 mm w przypadku części wymagających gięcia lub formowania. Jednakże grube, tłoczone części stalowe (powyżej 4,0 mm) wymagają specjalnego rozważenia. Po pierwsze, znacznie wzrasta tonaż prasy — część stalowa o grubości 6,0 mm może wymagać 200–400 ton, w zależności od rozmiaru półwyrobu. Po drugie, należy zwiększyć prześwity narzędzi (zwykle o 10–15% na stronę), aby zapobiec nadmiernym zadziorom i pękaniu narzędzia. Po trzecie, gruba stal charakteryzuje się minimalnym odzyskiem sprężystym, więc kompensacja sprężynowania jest mniej krytyczna, ale pękanie krawędzi staje się problemem w przypadku otworów w pobliżu krawędzi.Metale Nuoteposiada prasę o nacisku do 400 ton i utrzymuje zapasy stali narzędziowej odpowiedniej do tłoczenia o dużej grubości. W przypadku części grubszych niż 6,0 mm często zalecamy cięcie laserem lub cięcie plazmowe jako alternatywę dla tłoczenia, ponieważ koszty narzędzi stają się zaporowe. Wyślij swój rysunek grubościenny do Nuote Metals w celu porównania wykonalności i kosztów.
P4: Czy można stemplować tłoczone części stalowe z gwintowanymi otworami lub wkładkami sprzętowymi? Jakie operacje dodatkowe są dostępne?
O: Tak,Metale Nuoteoferuje kilka metod dodawania gwintów do tłoczonych części stalowych. Najpopularniejsze to gwintowanie (nacinanie gwintów bezpośrednio w wykrojonych otworach) i formowanie gwintów (w przypadku grubszej stali, wypieranie materiału w celu utworzenia gwintów bez wiórów). Posiadamy własne maszyny do gwintowania otworów od M2 do M12. W przypadku zastosowań wymagających mocniejszych gwintów lub wymiennych elementów złącznych możemy zainstalować wkładki (nakrętki lub kołki samozaciskowe typu PEM) bezpośrednio w matrycy tłoczącej za pomocą zautomatyzowanego sprzętu do wkładania. Inne operacje wtórne tłoczonych części stalowych obejmują zgrzewanie punktowe (zgrzewanie garbowe nakrętek lub wsporników), nitowanie (łączenie dwóch tłoczonych elementów) i obróbkę cieplną (w przypadku części o wysokiej zawartości węgla wymagających hartowania sprężyny). Określ na swoim rysunku wszelkie dodatkowe operacje, a Nuote Metals włączy je do przebiegu procesu — często w ramach tej samej matrycy progresywnej, aby zmniejszyć koszty obsługi.

Dlaczego warto współpracować z Nuote Metals w zakresie części ze stali tłoczonej?
Wybór odpowiedniego partnera w zakresie tłoczenia zapewnia stałą jakość, konkurencyjne ceny i niezawodną dostawę komponentów stalowych. Oferta Nuote Metals:
- Szeroki wybór stali — w magazynie dostępne są gatunki nisko-, średnio-, wysokowęglowe i stopowe
- Zakres grubości – 0,3mm do 6,0mm (8,0mm dla zaślepek)
- Własne powlekanie – linie cynku, cynku i niklu oraz czarnego tlenku
- Gwintowanie i wkładanie okuć – Dodatkowe operacje na miejscu
- Nakłady od 1000 do 10 000 000+ – Prototypowanie do produkcji masowej
- Bezpłatna analiza DFM – Optymalizujemy Twój projekt pod kątem tłoczenia przed obróbką
- Przykładowe części – 20 darmowych sztuk z oprzyrządowania produkcyjnego
- Wysyłka globalna – drogą lotniczą lub morską do Ameryki Północnej, Europy, Azji i poza nią
KontaktMetale Nuotedzisiaj, aby przesłać swój rysunek lub omówić swójtłoczone części stalowewymagania projektu.
Gorące Tagi: Tłoczone części stalowe, Chiny Tłoczone części stalowe, Producent części tłoczonych
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.









X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności