
Produkty






Części tłoczone ze stali nierdzewnej
Szukasz trwałych części do tłoczenia ze stali nierdzewnej? Nuote Metals, chińska fabryka, dostarcza niestandardowe rozwiązania dla urządzeń motoryzacyjnych i medycznych. Nasze precyzyjne tłoczenie zapewnia odporność na rdzę i dokładne dopasowanie. Rozwiązuj problemy z korozją i zużyciem dzięki trwałym częściom. Zaufaj fabryce, jeśli chodzi o jakość, która działa.
Wyślij zapytanie
Opis produktu
W przypadku komponentów narażonych na działanie wilgoci, środków chemicznych lub ekstremalnych temperatur wybór materiału ma kluczowe znaczenie.Części tłoczone ze stali nierdzewnejzapewniają odporność na korozję i wytrzymałość mechaniczną, której zwykła stal węglowa nie jest w stanie dorównać, co czyni je standardem w zastosowaniach medycznych, przetwórstwa spożywczego, morskiego i architektonicznego.
Metale Nuotespecjalizuje się w produkcji wytłoczek ze stali nierdzewnej w gatunkach austenitycznych (304, 316), ferrytycznych (430) i martenzytycznych (410, 420). Nasze procesy tłoczenia są zoptymalizowane, aby sprostać wyjątkowym wyzwaniom związanym z pracą ze stalą nierdzewną: hartowaniem, wysoką wytrzymałością na rozciąganie i zużyciem narzędzi.

Jakie są części tłoczone ze stali nierdzewnej?
Części tłoczone ze stali nierdzewnej to elementy metalowe wytwarzane przez podawanie cewki lub arkusza stali nierdzewnej przez prasę do tłoczenia wyposażoną w niestandardowe matryce. Proces tnie, wygina, formuje lub rysuje materiał w gotowe kształty.
W przeciwieństwie do stali miękkiej, części tłoczone ze stali nierdzewnej zawierają co najmniej 10,5% chromu, który tworzy pasywną warstwę tlenku odporną na rdzę i plamy. Ta samonaprawiająca się warstwa sprawia, że stal nierdzewna idealnie nadaje się do zastosowań wymagających czystości, trwałości i odporności na agresywne środowisko.
Metale Nuoteprodukuje części tłoczone ze stali nierdzewnej w trzech podstawowych rodzinach:
--Austenit (304, 316) – Najpopularniejszy, niemagnetyczny, o doskonałej odkształcalności
--Ferrytyczny (430) – magnetyczny, niższy koszt, dobra odporność na korozję
--Martenzytyczny (410, 420) – Utwardza się pod wpływem obróbki cieplnej, jest odporny na zużycie

Dlaczego warto wybrać Nuote Metals do części tłoczonych ze stali nierdzewnej?
Wiedza materiałowa
Stal nierdzewna zachowuje się inaczej niż stal węglowa. Inżynierowie Nuote Metals rozumieją:
Szybkość utwardzania przez zgniot – stal nierdzewna 304 szybko twardnieje podczas formowania, co wymaga starannego zaprojektowania narzędzia i smarowania
Charakterystyka sprężynowania – wyższa granica plastyczności oznacza, że stal nierdzewna powraca do swojego pierwotnego kształtu częściej niż stal miękka
Tendencja do zacierania – Stal nierdzewna może przylegać do powierzchni narzędzi pod ciśnieniem, co wymaga polerowanych matryc i specjalnych powłok
Dedykowane oprzyrządowanie do stali nierdzewnej
Nasze matryce do tłoczenia części ze stali nierdzewnej charakteryzują się:
Węglik lub stal narzędziowa D2 – wytrzymuje zużycie ścierne ze stali nierdzewnej
Powłoki TiN lub TiCN – zmniejszają tarcie i zacieranie
Duże promienie – zapobiegają pękaniu na zakrętach
Luzy precyzyjne – 8–12% na stronę (w porównaniu do 5–8% w przypadku stali miękkiej)
Specyfikacje techniczne części tłoczonych ze stali nierdzewnej Metale Nuote
Dostępne gatunki stali nierdzewnej
| Stopień | Typ | Kluczowe właściwości | Typowe zastosowania |
|---|---|---|---|
| 304 | Austenityczny | Najlepsza wszechstronna odporność na korozję, dobra odkształcalność | Urządzenia medyczne, sprzęt spożywczy, sprzęt chemiczny |
| 304L | Austenityczny | Niższa zawartość węgla (0,03%), lepsza spawalność | Zespoły spawane, grube profile |
| 316 | Austenityczny | Dodatek molibdenu, doskonała odporność na słoną wodę | Komponenty morskie, sprzęt farmaceutyczny |
| 316L | Austenityczny | Niskoemisyjna wersja 316 | Urządzenia wszczepialne, narzędzia chirurgiczne |
| 430 | Ferrytyczny | Magnetyczne, tańsze, dobre w przypadku łagodnej korozji | Listwy wykończeniowe urządzeń, zaciski wydechu samochodowego |
| 410 | martenzytyczny | Możliwość obróbki cieplnej do HRC 38–45, odporność na zużycie | Trzpienie zaworów, wały pomp (wytłoczone) |
| 420 | martenzytyczny | Wyższa twardość (HRC 48–52) po obróbce cieplnej | Sztućce, nożyczki chirurgiczne (formy stemplowane) |
| 301 (całkowicie twardy) | Austenityczny | Wysoka wytrzymałość na rozciąganie dzięki walcowaniu na zimno | Zaciski sprężynowe, styki akumulatora, podkładki |
Możliwości wymiarowe
Metale Nuoteprodukujeczęści tłoczone ze stali nierdzewnejw szerokim zakresie rozmiarów.
| Parametr | Zdolność |
|---|---|
| Zakres grubości materiału | 0,1 mm do 4,0 mm (w zależności od gatunku) |
| Maksymalny rozmiar części (progresywna matryca) | 300 mm x 300 mm |
| Maksymalny rozmiar części (matryca złożona) | 500 mm x 500 mm |
| Minimalna średnica otworu | Równa grubości materiału (1xT) do przekłuwania |
| Tolerancje (standardowe) | ±0,10 mm dla wymiarów poniżej 100 mm |
| Tolerancje (dokładność) | ±0,05 mm w przypadku cech krytycznych |
| Płaskość (na 100 mm) | ≤0,20 mm (w razie potrzeby po odprężeniu) |
Procesy tłoczenia stali nierdzewnej
| Proces | Przydatność do stali nierdzewnej | Notatki |
|---|---|---|
| Wygaszanie | Doskonały | W przypadku dużej objętości wymagane są matryce węglikowe |
| Przeszywający | Dobry | Małe dziury (< 1,5xT) mogą wymagać przekłucia w dwóch uderzeniach |
| Gięcie (gięcie w powietrzu) | Dobry | Pozwól na sprężynowanie (zwykle potrzebne jest wygięcie o 2–5°) |
| Gięcie (zwijanie) | Doskonały | Zmniejsza sprężynowanie, ale wymaga większego tonażu |
| Płytki rysunek (głębokość < 2x średnica) | Dobry | Preferowany wyżarzany 304; smarowanie krytyczne |
| Głęboki rysunek | Od umiarkowanego do umiarkowanego | Może być konieczne wielokrotne rozciąganie i wyżarzanie pośrednie |
| Wybijanie/tłoczenie | Dobry | Ze względu na hartowanie przez zgniot niezbędny jest duży tonaż prasy |
Właściwości mechaniczne po tłoczeniu
| Stopień | Wytrzymałość na rozciąganie (MPa) | Granica plastyczności (MPa) | Wydłużenie% | Twardość (typowa) |
|---|---|---|---|---|
| 304 (wyżarzany) | 515 – 620 | 205 – 240 | 40 – 60 | HRB 70–85 |
| 304 (1/2 twarde) | 860 – 1030 | 690 – 860 | 10 – 20 | HRC 25–32 |
| 316 (wyżarzany) | 550 – 620 | 205 – 240 | 40 – 60 | HRB 75–85 |
| 430 (wyżarzany) | 450 – 550 | 240 – 310 | 20 – 30 | HRB 75–85 |
| 410 (wyżarzany) | 480 – 550 | 275 – 345 | 15 – 20 | HRB 80–90 |
Uwaga: części tłoczone ze stali nierdzewnej mogą twardnieć podczas formowania. Jeśli wymagany jest stan miękki, określ „wyżarzanie po tłoczeniu”.
Wykończenia powierzchni części tłoczonych ze stali nierdzewnej
Metale Nuoteoferuje wiele wykończeń po tłoczeniu w celu poprawy wyglądu lub funkcjonalności.
Wykończenia mechaniczne
| Skończyć | Opis | Metoda | Aplikacja |
|---|---|---|---|
| #2B (młyn) | Gładkie, odblaskowe wykończenie (standard) | Walcowane w stanie surowym z lekkim walcowaniem na zimno | Ogólne przemysłowe, ukryte części |
| #4 (szczotkowane) | Delikatne kierunkowe, satynowe linie | Wykończenie taśmy ściernej | Sprzęt spożywczy, wykończenia architektoniczne |
| #8 (lustro) | Wysoce odblaskowy, przypominający lustro | Progresywne polerowanie | Dekoracyjne, instrumenty medyczne |
| Wydmuchiwanie kulek | Jednolity mat, bezkierunkowy | Uderzenie szklanej kulki | Obudowy medyczne, części estetyczne |
| Elektropolerowanie | Gładka, jasna, wzmocniona warstwa pasywna | Elektrochemiczne usuwanie mikrozadziorów | Farmaceutyczny, półprzewodnikowy, o wysokiej czystości |
Powłoki i obróbki (rzadkie w przypadku stali nierdzewnej, ale dostępne)
| Leczenie | Zamiar | Typowa grubość |
|---|---|---|
| Pasywacja | Usuwa wolne żelazo, przywraca odporność na korozję | Niemierzalne (proces chemiczny) |
| Czarny tlenek | Przeciwodblaskowa, łagodna odporność na korozję | 0,5 – 1,5 µm |
| Powłoka PVD (TiN, CrN) | Odporność na zużycie, kolor dekoracyjny | 1 – 3 µm |
Zastosowania części tłoczonych ze stali nierdzewnej
Dostawy Metale Nuoteczęści tłoczone ze stali nierdzewnejdla branż wymagających higieny, trwałości i odporności na korozję.
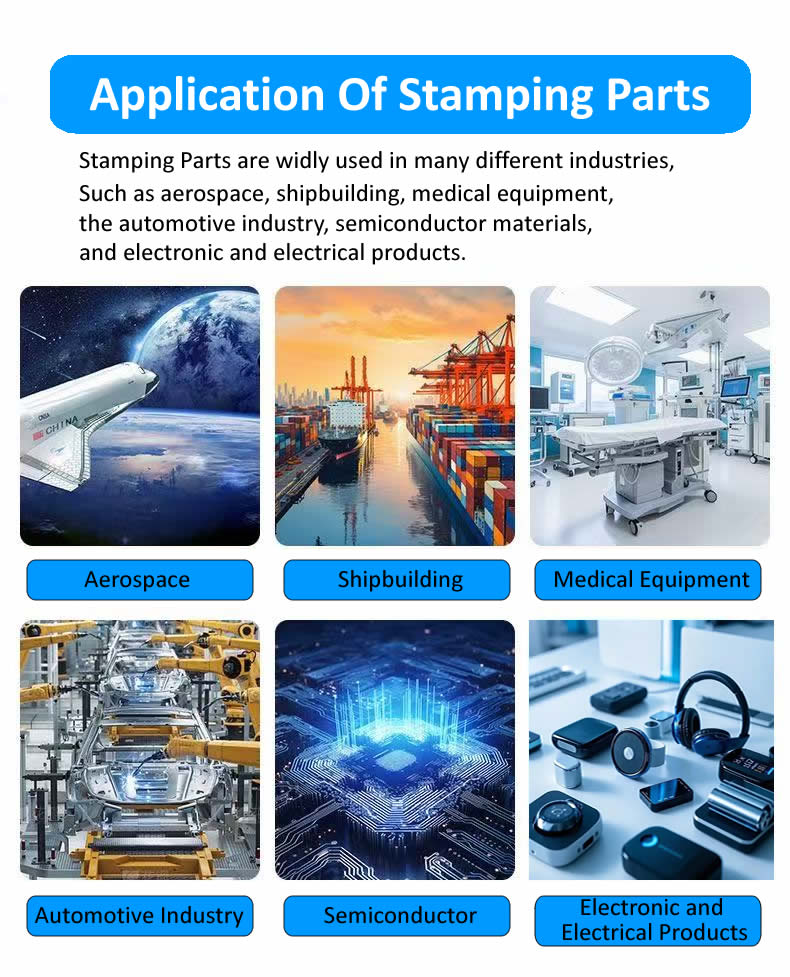
Medycyna i opieka zdrowotna
Rękojeści i szczęki do narzędzi chirurgicznych (wytłoczone)
Elementy próbne implantów ortopedycznych
Perforowane arkusze tacy do sterylizacji
Podwozie sprzętu diagnostycznego
Okucia i zatrzaski do łóżek szpitalnych
Przetwarzanie żywności i napojów
Ogniwa łańcucha przenośnika taśmowego
Elementy ustalające membrany pompy
Wsporniki montażowe łopatek miksera
Elementy dyszy napełniającej
Obejmy i kołnierze do rur sanitarnych
Morskie i przybrzeżne
Podstawy i zawiasy do knag łodziowych
Tylne płyty sprzętu pokładowego
Zaciski układu wydechowego (gatunek 316)
Obudowy filtrów słonowodnych
Części obudowy elektrycznej platform morskich
Samochody i pojazdy użytkowe
Uszczelki kolektora wydechowego
Wsporniki układu paliwowego
Osłony termiczne turbo
Elementy ramienia wycieraczki (stal nierdzewna 430)
Pierścienie do mocowania łóżka do ciężarówki
Chemiczny i Przemysłowy
Wsporniki siłownika zaworu
Płyty ścierne pompy
Wsporniki obudowy filtra
Obudowy sprzętu laboratoryjnego
Elementy manometru
Zapewnienie jakości części tłoczonych ze stali nierdzewnej – EEAT w praktyce
Metale Nuotestosuje rygorystyczne protokoły jakości specyficzne dla stali nierdzewnej.
Doświadczenie w hartowaniu przez zgniot
Nasi inżynierowie zajmujący się tłoczeniem mają ponad 10-letnie doświadczenie w pracy z austenitycznymi stalami nierdzewnymi. Używamy analizy elementów skończonych (FEA), aby przewidzieć pocienienie i pękanie na zakrętach, dostosowując geometrię matrycy w celu utrzymania minimalnej grubości.
Specjalizacja w badaniach korozji
W przypadku części tłoczonych ze stali nierdzewnej przeznaczonych do pracy w trudnych warunkach oferujemy:
Test w mgle solnej (ASTM B117) – od 200 do 1000 godzin w zależności od gatunku
Weryfikacja pasywacji – próba siarczanu miedzi lub ferroksylu zgodnie z ASTM A967
Badanie korozji międzykrystalicznej – dla spawanych części ze stali nierdzewnej (ASTM A262)
Autorytatywność poprzez standardy
Nasze części tłoczone ze stali nierdzewnej są zgodne z:
ASTM A240/A240M – Norma dla blachy/płyty ze stali nierdzewnej
ISO 9001:2015 – Zarządzanie jakością
ISO 13485 – Jakość wyrobów medycznych (dostępna na żądanie)
Zgodność z FDA – do zastosowań mających kontakt z żywnością (certyfikacja materiału)

Zaufanie dzięki identyfikowalności
Każda partia części do tłoczenia ze stali nierdzewnej firmy Nuote Metals zawiera:
Certyfikat testu młyna (MTC) – Właściwości chemiczne i mechaniczne
Raport z inspekcji – Kluczowe wymiary z rzeczywistymi zmierzonymi wartościami
Certyfikat pasywacji (jeśli dotyczy) – Data, metoda, wynik badania
Części przykładowe – 10 sztuk wysłanych przed wydaniem do produkcji
Typowe wyzwania związane z tłoczeniem części ze stali nierdzewnej i sposoby ich rozwiązywania przez firmę Metale Nuote
| Wyzwanie | Przyczyna | Roztwór metali Nuote |
|---|---|---|
| Pękanie na zakrętach | Niewystarczający promień zgięcia lub wzmocnienie przez zgniot | Użyj minimalnego promienia wewnętrznego 2xT; określić materiał wyżarzany; dodaj odprężenie |
| Zacieranie (przenoszenie materiału na matrycę) | Wysokie tarcie i ciśnienie | Matryce z polerowanego węglika; powłoka TiN; smar o wysokiej wydajności |
| Sprężynowanie powodujące nieprawidłowe kąty | Wysoka granica plastyczności stali nierdzewnej | Matryce do wyginania (kompensacja 2–5°); wybijanie zamiast zginania w powietrzu |
| Zadziory na ściętych krawędziach | Zużyty luz stempla/matrycy | Zachowaj 8–12% prześwitu na stronę; używaj ostrych stempli węglikowych; gratowanie wtórne |
| Zadrapania powierzchni podczas manipulacji | Stal austenityczna jest stosunkowo miękka | Przekładka z tworzywa sztucznego pomiędzy wytłoczonymi częściami; wyściełane kontenery transportowe |
Często zadawane pytania dotyczące części tłoczonych ze stali nierdzewnej
Poniżej znajdują się najczęstsze zapytania techniczne otrzymywane przez Nuote Metals dotyczące:części tłoczone ze stali nierdzewnej.
P1: Jaka jest różnica między stalą nierdzewną 304 a 316 w przypadku części tłoczonych ze stali nierdzewnej? Które mam wybrać?
Odp.: Kluczową różnicą jest zawartość molibdenu. Stal nierdzewna 304 zawiera 18% chromu i 8% niklu, co zapewnia doskonałą ogólną odporność na korozję. 316 dodaje 2–3% molibdenu, co znacznie poprawia odporność na chlorki (słona woda, sole odladzające, wybielacze). W przypadku części tłoczonych ze stali nierdzewnej używanych w pomieszczeniach zamkniętych lub w słodkiej wodzie, 304 jest wystarczający i bardziej ekonomiczny. Do zastosowań w środowiskach morskich, przybrzeżnych zastosowaniach zewnętrznych, zakładach chemicznych przetwarzających chlorki lub przetwarzających żywność z użyciem słonych solanek Nuote Metals zaleca 316. Należy pamiętać, że 316 jest około 15–20% droższy niż 304 i ma nieco niższą odkształcalność (wymaga większego promienia zgięcia). Jeśli części tłoczone ze stali nierdzewnej będą spawane, sugerujemy stal 304L lub 316L (wersje niskowęglowe), aby zapobiec uczuleniu i korozji międzykrystalicznej w strefie wpływu ciepła.
P2: W jaki sposób Nuote Metals zapobiega zacieraniu się podczas tłoczenia części ze stali nierdzewnej? Dlaczego irytacja stanowi problem?
Odp.: Zacieranie to przenoszenie materiału ze stali nierdzewnej na powierzchnię matrycy podczas spawania na zimno. Dzieje się tak, ponieważ pasywna warstwa tlenku stali nierdzewnej może zostać przerwana pod ciśnieniem, umożliwiając kontakt gołego metalu z metalem. Zacieranie powoduje szorstkie powierzchnie części, dryft wymiarowy i ostateczne uszkodzenie matrycy. Nuote Metals zapobiega zacieraniu sięczęści tłoczone ze stali nierdzewnejtrzema metodami. Po pierwsze, używamy wkładek z węglików spiekanych polerowanych do Ra 0,1 µm lub lepszego — gładsze powierzchnie zmniejszają punkty przylegania. Po drugie, na stemple i narzędzia formujące nakładamy powłoki PVD (TiN lub TiCN), tworząc twardą barierę o niskim współczynniku tarcia. Po trzecie, wybieramy bezchlorowe środki smarne do pracy pod wysokim ciśnieniem, opracowane specjalnie dla stali austenitycznej. W przypadku dużych części tłoczonych ze stali nierdzewnej wdrażamy również automatyczne systemy mikrosmarowania, które dostarczają świeży olej przy każdym skoku. Jeśli zatarcie nadal występuje, nasze czujniki wbudowane w matrycę wykrywają zwiększoną siłę zdzierania i automatycznie zatrzymują prasę.
P3: Czy możesz produkować części tłoczone ze stali nierdzewnej bez zadziorów na ściętych krawędziach? Jaka jest Twoja standardowa wysokość zadziorów?
Odpowiedź: Krawędzie pozbawione zadziorów są technicznie niemożliwe w przypadku konwencjonalnego tłoczenia, ponieważ ścinanie zawsze pozostawia niewielki wypukły grzbiet po jednej stronie. Jednak Nuote Metals ściśle kontroluje zadziory. Nasz standardowy limit akceptacji dla części tłoczonych ze stali nierdzewnej to wysokość zadziorów ≤ 5% grubości materiału (np. maksymalnie 0,05 mm dla materiału o grubości 1,0 mm). Do zastosowań wymagających zasadniczo braku zadziorów (np. części mających kontakt z ludzką tkanką lub delikatną izolacją drutu) oferujemy wtórne gratowanie poprzez bębnowanie wibracyjne (usuwa zadziory do ≤0,02 mm i dodaje niewielki promień krawędzi) lub elektropolerowanie (chemicznie rozpuszcza mikrozadziory i poprawia wykończenie powierzchni). Na rysunku określ „brak ostrych krawędzi” lub „wysokość zadziorów maks. 0,03 mm”. W przypadku dużych części tłoczonych ze stali nierdzewnej, w których zadziory są niedopuszczalne, możemy zalecić dokładne wykrawanie (proces alternatywny) lub szlifowanie wtórne, choć oba zwiększają koszty. Skontaktuj się z Nuote Metals w sprawie wymagań dotyczących limitu zadziorów, aby uzyskać ocenę wykonalności.
P4: Czy części tłoczone ze stali nierdzewnej wymagają pasywacji po tłoczeniu? Kiedy jest to wymagane?
Odp.: Pasywacja to obróbka chemiczna, która usuwa wolne cząsteczki żelaza z powierzchniczęści tłoczone ze stali nierdzewnej. Podczas tłoczenia oprzyrządowanie może przenosić mikroskopijne cząsteczki żelaza na część. Cząsteczki żelaza mogą rdzewieć, tworząc czerwone plamy, które pogarszają odporność na korozję. Pasywacja rozpuszcza te cząstki bez uszkadzania znajdującej się pod spodem stali nierdzewnej bogatej w chrom. Nuote Metals zaleca pasywację części tłoczonych ze stali nierdzewnej stosowanych w urządzeniach medycznych, mających kontakt z żywnością, w środowiskach morskich lub w innych zastosowaniach, w których niedopuszczalne są plamy rdzy. Pasywacja jest również wymagana przez normę ASTM A967 w przypadku niektórych specyfikacji medycznych i lotniczych. W przypadku ogólnych przemysłowych części tłoczonych ze stali nierdzewnej (np. wsporników, zacisków, obudów) używanych w pomieszczeniach zamkniętych, pasywacja jest często opcjonalna. Możemy dostarczyć części wytłoczone lub z pasywacją. Nasza linia do pasywacji wykorzystuje kwas cytrynowy (przyjazny dla środowiska) i obejmuje testy weryfikacyjne zgodnie z ASTM A967.
Dlaczego warto współpracować z Nuote Metals w zakresie części do tłoczenia stali nierdzewnej?
Wybór odpowiedniego dostawcy części tłoczonych ze stali nierdzewnej wymaga specjalistycznej wiedzy w zakresie zachowania materiału, projektowania narzędzi i obróbki końcowej. Oferta Nuote Metals:
Ponad 10 lat tłoczenia, szczególnie ze stali nierdzewnej
Gatunki w magazynie – 304, 304L, 316, 316L, 430, 410, 301
Pasywacja własna – Linia kwasu cytrynowego z badaniami weryfikacyjnymi
Tolerancje do ±0,05 mm – w przypadku cech krytycznych
Ilości od 1000 do 5 000 000+ sztuk
Bezpłatna recenzja DFM – dla nowych projektów części tłoczonych ze stali nierdzewnej
Przykładowy program – 20 darmowych sztuk z oprzyrządowania produkcyjnego
Pełna identyfikowalność – certyfikaty młyna i raporty z inspekcji przy każdym zamówieniu
KontaktMetale Nuotejuż dziś, aby przesłać swój rysunek lub omówić wymagania dotyczące części do tłoczenia ze stali nierdzewnej.
Gorące Tagi: Części do tłoczenia ze stali nierdzewnej, Niestandardowe części do tłoczenia ze stali nierdzewnej, Fabryka części do tłoczenia ze stali nierdzewnej
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.









X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności