
Produkty






Tłoczenie z dużą prędkością
Z naszej fabryki w Chinach Nuote Metals dostarcza niestandardowe, szybkie tłoczenie precyzyjnych części. Proces ten zapewnia szybką produkcję i wąskie tolerancje, obniżając koszty zamówień motoryzacyjnych i elektronicznych. Polegaj na nas, jeśli chodzi o wydajną produkcję, która utrzyma Twój projekt w ruchu.
Wyślij zapytanie
Opis produktu
W konkurencyjnym świecie obróbki plastycznej metali prędkość ma bezpośredni wpływ na koszty. Tłoczenie z dużą prędkością to proces produkcyjny, który dostarcza tysiące precyzyjnych komponentów na minutę, co czyni go preferowanym wyborem dla branż wymagających dużych ilości małych i średnich części metalowych.
Metale Nuoteobsługuje wyspecjalizowaną placówkę do szybkiego tłoczenia z prasami o wydajności od 200 do 1200 uderzeń na minutę. Nasze linie do szybkiego tłoczenia produkują rocznie miliardy części dla sektorów motoryzacyjnego, elektronicznego, medycznego i dóbr konsumpcyjnych.
Co to jest stemplowanie z dużą prędkością?
Tłoczenie z dużą prędkością to proces formowania metalu przy użyciu niestandardowych matryc progresywnych zamontowanych na prasach, które pracują ze znacznie większą szybkością niż konwencjonalne tłoczenie. Typowystemplowanie z dużą prędkościąpracuje z prędkością 200–1200 uderzeń na minutę (SPM) w porównaniu do 30–80 SPM w przypadku pras standardowych.
Thestemplowanie z dużą prędkościąW procesie tym metalowa cewka przechodzi przez prostownicę do prasy. Każdy skok wykonuje wiele operacji – przebijanie, wykrawanie, zginanie, formowanie – jednocześnie. Części opuszczają matrycę z prędkością mierzoną w tysiącach na godzinę.
Kluczowe cechy tłoczenia z dużą prędkością:
Niezwykle wysoka wydajność – miliony części tygodniowo z jednej prasy
Wąskie tolerancje – utrzymywane dzięki sztywnej konstrukcji matrycy i stabilności prasy
Minimalny nakład pracy – w pełni zautomatyzowana produkcja zwojów na części
Niższa cena jednostkowa – duży wolumen amortyzuje koszty oprzyrządowania i konfiguracji

Dlaczego warto wybrać Nuote Metals do szybkiego tłoczenia?
Flota sprzętu specjalistycznego
Metale Nuoteutrzymuje linię pras specjalnie skonfigurowaną do szybkiego tłoczenia. Wszystkie prasy posiadają zaawansowane tłumienie drgań i precyzyjne systemy prowadzenia.
| Naciśnij Parametr | Specyfikacja |
|---|---|
| Typ prasy | Rama C i duża prędkość po stronie prostej |
| Pojemność prasy | 25 ton do 200 ton |
| Zakres prędkości | 200 – 1200 uderzeń na minutę |
| Maksymalna szerokość cewki | 400 mm |
| Maksymalna grubość materiału | 3,0 mm (stal) / 1,5 mm (stal nierdzewna) |
| Dokładność podawania | ±0,05 mm |
| Ochrona śmierci | Czujniki zacięcia, wyrzutu części i wyboczenia materiału |
Znajomość narzędzi do tłoczenia z dużą prędkością
Tłoczenie z dużą prędkościąstawia ekstremalne wymagania konstrukcji matryc. Nuote Metals projektuje i buduje matryce progresywne specjalnie do pracy z dużymi prędkościami:
--Stemple i płytki z węglików spiekanych – odporność na zużycie przez miliony uderzeń
--Wyważone sekcje matrycy — Zmniejszone wibracje przy dużej częstotliwości cykli
-- Dodatni wyrzut części - Trzpienie powietrzne lub sprężynowe oczyszczające matrycę przy każdym skoku
--Systemy smarowania – Aplikatory mikromgiełki zapewniające równomierne powlekanie zwojów
--Zestawy matryc do szybkiej wymiany - Poniżej 30 minut na wymianę matryc
Możliwości techniczne szybkiego tłoczenia metali Nuote
Kompatybilność materiałowa do tłoczenia z dużą prędkością
Nie wszystkie metale radzą sobie równie dobrze przy tłoczeniu z dużą prędkością.Metale Nuotedokonał walidacji następujących materiałów do szybkiej produkcji:
| Tworzywo | Typowa grubość | Maks. SPM | Części wspólne |
|---|---|---|---|
| Stal niskowęglowa (SPCC, SPCD) | 0,2 – 2,5 mm | 1200 | Zaciski, podkładki, zaciski |
| Stal nierdzewna (304, 301) | 0,1 – 1,2 mm | 600 | Styki sprężynowe, komponenty medyczne |
| Mosiądz (C260, C268) | 0,1 – 2,0 mm | 1000 | Zaciski elektryczne, styki złączy |
| Brąz fosforowy | 0,1 – 0,8 mm | 1000 | Sprężyny przekaźników, łopatki przełączające |
| Aluminium (5052, 1100) | 0,2 – 2,0 mm | 800 | Radiatory, osłony EMI, styki baterii |
| Miedź (C110) | 0,1 – 1,5 mm | 1200 | Szyny zbiorcze, zaciski uziemiające |
Tolerancje wymiarowe osiągalne przy tłoczeniu z dużą prędkością
Pomimo wysokiego wskaźnika ruchu rowerowego,Metale Nuoteutrzymuje wąskie tolerancje poprzez wykrywanie w matrycy i dobór stali narzędziowej.
| Typ funkcji | Tolerancja standardowa (duża objętość) | Precyzja (z czujnikami wbudowanymi w matrycę) |
|---|---|---|
| Średnica otworu (poniżej 5 mm) | ±0,025 mm | ±0,010 mm |
| Pusty kontur (pasek progresywny) | ±0,050 mm | ±0,025 mm |
| Odległość od środka otworu do otworu | ±0,050 mm | ±0,025 mm |
| Wysokość formowania (zagięcia, wgłębienia) | ±0,075 mm | ±0,050 mm |
| Płaskość (na długość 50 mm) | ±0,10 mm | ±0,05 mm |
| Wysokość zadziorów (ścięte krawędzie) | ≤0,05 mm | ≤0,025 mm |
Wielkość produkcji w przypadku tłoczenia z dużą prędkością
Tłoczenie z dużą prędkościąjest najbardziej ekonomiczny przy większych ilościach.Metale Nuotezawiera wytyczne dotyczące poziomów wolumenu.
| Poziom wolumenu | Typowa ilość części | Zalecany proces | Czas realizacji (oprzyrządowanie) |
|---|---|---|---|
| Prototyp / Pilot | 100 – 5000 szt | Cięcie laserowe lub miękkie oprzyrządowanie | 7 – 14 dni |
| Niska głośność | 5 000 – 50 000 szt | Tłoczenie konwencjonalne (80 SPM) | 20 – 30 dni |
| Średnia głośność | 50 000 – 500 000 szt | Tłoczenie z dużą prędkością (400 SPM) | 25 – 35 dni |
| Wysoka głośność | 500 000 – 10M+ szt | Tłoczenie z dużą prędkością (800+ SPM) | 30 – 45 dni |
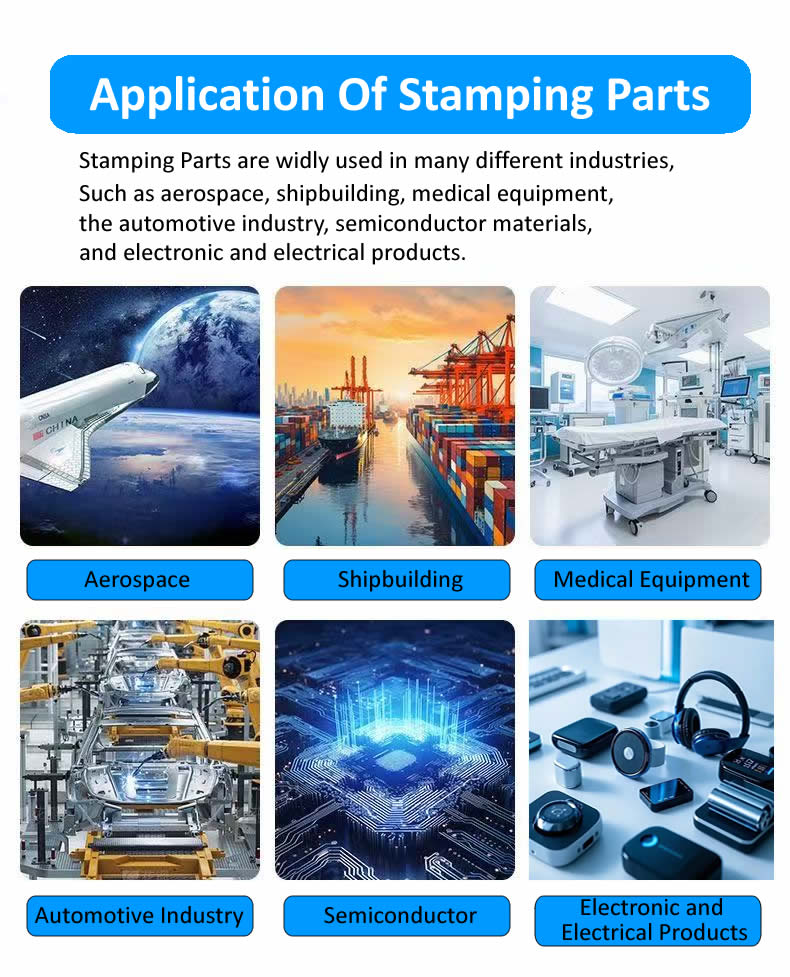
Zastosowania najlepiej nadające się do szybkiego stemplowania
Metale Nuotezastosował tłoczenie z dużą prędkością w wielu gałęziach przemysłu. Poniżej znajdują się charakterystyczne rodziny części.
Komponenty elektryczne i elektroniczne
Styki baterii i zaciski ogniw pastylkowych
Przekaźnik i przełącznik ostrza
Piny i gniazda złączy
Puszki ekranujące (EMI/RFI)
Ramki ołowiane do półprzewodników
Pierścienie ślizgowe i uchwyty szczotek
Łączniki i klipsy samochodowe
Zaciski i elementy ustalające wiązki przewodów
Zaciski do węży (opaskowe)
Zaciski skrzynki bezpieczników
Uchwyty montażowe czujnika (mały format)
Uszczelki i podkładki
Elementy klamry pasa bezpieczeństwa
Komponenty urządzeń medycznych
Szczęki do instrumentów chirurgicznych (wytłoczone)
Obudowy urządzeń wszczepialnych (cienkościenne)
Pierścienie łączące cewnika
Końcówki do śrubokrętów ortopedycznych (formy stemplowane)
Styki paska testowego diagnostycznego
Produkty konsumenckie
Ząbki i suwaki zamka błyskawicznego
Elementy zatrzaskowe
Kopułki stacyjki (metalowe)
Styki baterii do zabawek i pilotów
Zaciski sprężynowe do długopisów i narzędzi
Przemysłowe i sprzętowe
Podkładki zabezpieczające i pierścienie ustalające
Listwy zaciskowe i końcówki
Opaski kablowe (wersje z metalowym kolcem)
Elementy dystansowe i dystansowe
Tabliczki znamionowe i przywieszki seryjne
Zapewnienie jakości w tłoczeniu z dużą prędkością – zasady EEAT
Metale Nuotewykazuje doświadczenie, wiedzę specjalistyczną, autorytatywność i zaufanie poprzez rygorystyczne kontrole procesów dostosowane dostemplowanie z dużą prędkością.
Doświadczenie w projektowaniu matryc o dużej prędkości
Nasi inżynierowie zajmujący się narzędziami zaprojektowali ponad 500 matryc progresywnych do szybkiego tłoczenia w ciągu trzydziestu lat wspólnego doświadczenia. Każda matryca przed produkcją przechodzi analizę elementów skończonych (FEA) w celu przewidzenia ruchu taśmy i trybów wibracji.
Specjalizacja w monitorowaniu procesu
Szybkie stemplowanie wymaga informacji zwrotnej na temat jakości w czasie rzeczywistym. Nuote Metals zatrudnia:
Czujniki optyczne – wykrywają obecność i kształt części przy każdym skoku
Mikrometry laserowe – mierzą szerokości krytyczne z szybkością 1000 odczytów na sekundę
Testowanie prądami wirowymi – sprawdzanie twardości materiału i pęknięć (w przypadku części zabezpieczających)
Oprogramowanie SPC – śledzi trendy wymiarowe i alarmy dotyczące dryftu
Autorytatywność dzięki zgodności branżowej
Nasze operacje tłoczenia z dużą prędkością posiadają certyfikaty:
ISO 9001:2015 – Pełne zarządzanie jakością
IATF 16949 – Norma jakości motoryzacyjnej (dostępna dla projektów motoryzacyjnych)
IPC-A-610 – Dopuszczalność zespołów elektronicznych (w stosownych przypadkach)
RoHS i REACH – zgodność materiałowa wszystkich produkowanych części

Zaufanie dzięki przejrzystości danych
Do każdego zlecenia produkcyjnego w zakresie szybkiego tłoczenia Nuote Metals zapewnia:
Raport z kontroli pierwszego artykułu – 100% zmierzonych wymiarów
Badanie zdolności procesu (Cpk) – dla wymiarów krytycznych dla klienta
Certyfikaty materiałowe – identyfikowalne z oryginalnym młynem
Przykładowe części – 20 sztuk wysłanych przed pełną produkcją
Tłoczenie z dużą prędkością a tłoczenie konwencjonalne – porównanie
Przy wyborze procesu produkcyjnego istotne jest zrozumienie kompromisów.
| Czynnik | Tradycyjne stemplowanie | Tłoczenie z dużą prędkością |
|---|---|---|
| Uderzenia na minutę | 30 – 80 | 200 – 1200 |
| Typowy roczny wolumen | 50 tys. – 500 tys. części | 500 tys. – 50 mln części |
| Konstrukcja matrycy | Stal narzędziowa (D2, A2) | Płytki węglikowe + stal narzędziowa |
| Koszt śmierci | Niższa (prostsza konstrukcja) | Wyższa (wymagane precyzyjne szlifowanie) |
| Złożoność części | Proste do umiarkowanego | Proste (głównie płaskie lub łagodne formowanie) |
| Zakres grubości materiału | 0,5 – 6,0 mm | 0,1 – 3,0 mm |
| Czas zmiany | 1 – 2 godziny | 0,5 – 1 godzina (oprzyrządowanie szybkiej wymiany) |
| Praca na zmianę | 1 – 2 operatorów | 0,5 operatorów (półautomatycznie) |
| Cena za sztukę (duża ilość) | Umiarkowany | Bardzo niski |
Metale Nuotezaleca tłoczenie z dużą prędkością, gdy roczny wolumen przekracza 500 000 sztuk, a geometria części jest głównie płaska lub obejmuje łagodne zagięcia.
Często zadawane pytania dotyczące tłoczenia z dużą prędkością
Poniżej znajdują się najczęstsze zapytania techniczne otrzymywane przez Nuote Metals dotyczące:stemplowanie z dużą prędkością.
P1: Jaki jest minimalny roczny wolumen wymagany do uzasadnienia kosztów oprzyrządowania do szybkiego tłoczenia?
Odp.: Próg rentowności w przypadku tłoczenia z dużą prędkością zależy od złożoności części i materiału. Zgodnie z ogólną zasadą firmy Nuote Metals, szybkie tłoczenie staje się ekonomicznie korzystne, gdy roczne ilości przekraczają 500 000 sztuk w przypadku prostych części (podkładki, zaciski, końcówki) lub 200 000 sztuk w przypadku części średnio skomplikowanych (wiele zagięć, wąskie tolerancje). Poniżej tych progów konwencjonalne tłoczenie, a nawet wykrawanie CNC może oferować niższy koszt całkowity, jeśli weźmie się pod uwagę amortyzację oprzyrządowania. Na przykład typowa matryca progresywna do szybkiego tłoczenia z wkładkami z węglików spiekanych kosztuje od 8 000 do 20 000 dolarów, w zależności od liczby stacji. Jeśli ta matryca produkuje części po 0,01 dolara za sztukę w porównaniu z konwencjonalnym tłoczeniem po 0,03 dolara za sztukę, oszczędność na części wyniesie 0,02 dolara. Kostka zwraca się po 400 000–1 000 000 sztuk. Nuote Metals zapewnia bezpłatną analizę porównawczą kosztów rysunku części — obliczamy cenę jednostkową zarówno dla konwencjonalnych, jak i szybkich metod tłoczenia.
P2: Czy przy dużej prędkości tłoczenia można wytwarzać części o złożonych trójwymiarowych kształtach, takie jak głęboko tłoczone miseczki lub wsporniki wielokątne?
Odp.: Tłoczenie z dużą prędkością najlepiej nadaje się do części, które są przeważnie płaskie lub podlegają delikatnemu formowaniu (wysokość zgięcia do 3–4 razy większa od grubości materiału). Głębokie tłoczenie (głębokość miseczki większa niż średnica) lub złożone zamki wielokątne zazwyczaj wymagają niższych prędkości prasy (30–80 SPM), aby umożliwić prawidłowy przepływ materiału bez rozrywania i marszczenia. Jednakże Nuote Metals może zastosować ograniczone formowanie w matrycach do tłoczenia o dużej prędkości — na przykład wytłaczane żebra, płytkie wgłębienia, przesunięte zagięcia (formy Z) i proste zagięcia w kształcie litery U do 90 stopni. Jeśli Twoja część wymaga głębokiego tłoczenia powyżej 8 mm lub wielu złożonych zagięć, polecamy naszą konwencjonalną linię do tłoczenia, która działa z szybkością 60–100 SPM, ale może obsługiwać bardziej złożone geometrie. Skontaktuj się z Nuote Metals, przedstawiając swój model 3D, a nasi inżynierowie doradzą, czy tłoczenie z dużą prędkością jest technicznie wykonalne dla Twojej konkretnej geometrii.
P3: W jaki sposób Nuote Metals utrzymuje stabilność wymiarową podczas długich przebiegów tłoczenia z dużą prędkością (miliony uderzeń)?
Odp.: Utrzymanie precyzji przez miliony pociągnięć jest głównym wyzwaniem podczas tłoczenia z dużą prędkością. Nuote Metals stosuje trzy strategie. Po pierwsze, we wszystkich krytycznych stacjach cięcia i formowania używamy płytek węglikowych — węglik utrzymuje ostre krawędzie 10–20 razy dłużej niż stal narzędziowa, zapobiegając tworzeniu się zadziorów i dryftowi wymiarowemu. Po drugie, nasze wysokoobrotowe prasy do tłoczenia są wyposażone w automatyczne systemy smarowania, które nakładają mikroolej na cewkę przy każdym skoku, redukując tarcie i gromadzenie się ciepła. Po trzecie, wdrażamy wykrywanie w matrycy: czujniki optyczne monitorują obecność części, a mikrometry laserowe sprawdzają szerokość klucza co 10 000 uderzeń. Kiedy jakikolwiek pomiar zbliża się do granic kontrolnych, prasa zatrzymuje się automatycznie. Stosując te metody, Nuote Metals regularnie wykonuje zlecenia tłoczenia z dużą prędkością 5–10 milionów części bez znacznego zużycia narzędzi. Co 100 000 sztuk dostarczamy bieżące raporty Cpk w celu wykazania stabilności procesu.
P4: Jakie rodzaje defektów są charakterystyczne dla szybkiego tłoczenia i w jaki sposób Nuote Metals im zapobiega?
Odp.: Wytłaczanie z dużą szybkością wprowadza tryby defektów niespotykane w wolniejszych procesach. Do najczęstszych zalicza się wyboczenie cewki (nagromadzenie się materiału na wejściu matrycy z powodu niedopasowania zasilania), zatarcie (przenoszenie metalu na powierzchnie stempla pod wpływem ciepła) i niepełne zdzieranie (część przykleja się do stempla i jest przenoszona z powrotem do góry). Nuote Metals zapobiega tym zjawiskom dzięki specyficznym cechom konstrukcyjnym: precyzyjnym rolkom podającym z serwosterowaniem (dokładność ± 0,02 mm), polerowanym i powlekanym stemplom (powłoki TiN lub TiCN zmniejszają zacieranie) oraz dodatnim płytom zdzierającym z dociskiem sprężyny dostosowanym do grubości materiału. Dodatkowo nasze wysokoobrotowe prasy do tłoczenia są wyposażone w detektory zacięć i czujniki wyboczenia taśmy, które zatrzymują prasę już po jednym skoku. W przypadku materiałów podatnych na pękanie krawędzi przy dużej prędkości (np. półtwarda stal nierdzewna) możemy zalecić wyżarzanie lub inny smar. Jeśli doświadczasz któregokolwiek z tych problemów u istniejącego dostawcy szybkiego tłoczenia, Nuote Metals może bezpłatnie sprawdzić projekt Twojej części i matrycy.
Dlaczego warto współpracować z Nuote Metals w zakresie szybkiego tłoczenia?
Wybór odpowiedniego partnera do szybkiego tłoczenia zapewnia stałą jakość przy najniższej cenie jednostkowej. Oferta Nuote Metals:
Dedykowane prasy wysokoobrotowe – 200 do 1200 SPM, 25 do 200 ton
Własna produkcja matryc z węglików spiekanych – brak opóźnień w outsourcingu
Zautomatyzowana produkcja zwojów na części — minimalny koszt pracy na część
Tolerancje do ±0,01 mm – zweryfikowane za pomocą systemów laserowych i optycznych
Wolumen od 50 tys. do 50 mln+ – Elastyczna pojemność
Certyfikaty materiałowe i raporty Cpk – Pełna identyfikowalność
Globalna logistyka – Wysyłka do ponad 40 krajów
KontaktMetale Nuotejuż dziś, aby przesłać swój rysunek do konkursu astemplowanie z dużą prędkościąprzegląd wykonalności i wycena oparta na wolumenie.
Gorące Tagi: Tłoczenie z dużą prędkością, producent tłoczenia w Chinach, tłoczenie z dużą prędkością w Chinach
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.









X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności